吴江宏成电热设备有限公司是一家生产研发电加热器、履带式加热器及其自动化热处理设备、各类焊条烘箱、焊剂烘箱等产品的高科技,拥有良好的技术测试手段和良好的管理水平。多年来,吴江宏成电热设备有限公司一直秉承"科技兴业"这一理念,不断引进高素质技术人才,在取得本行业优势的基础上,以浙江大学等多家科研单位为技术后盾,开发前沿技术,从而保证产品研发的较高地位。"为用户提供更好的产品,创造更大的利益"一直被我们全体员工奉为企业的立足之本。通过我们这几年不懈的努力,推出了一系列产品,其中在原PC-104工控机基础上研制的DKW型电脑温控箱不仅销量广、规格全、质量佳,而且还和LCD履带陶瓷加热器一起打入国际市场,迄今的一系列产品已先后在二滩水电站,小浪底水电站、三峡工程、宝钢、鞍钢、福建炼油厂、四川普光天然气净化厂、上海汽轮机厂、上海重型机器厂、东方锅炉厂、四川电建三公司、四川电建二公司、西北电建三公司、上海电力安装公司、水电四局、水电十局、中化二建、中化四建、中石化第十建设公司,等国家重点工程及厂矿中得到通常使用并深受好评。专业的热处理工程队,能高效地承接大型焊接构件、容器、球罐、塔体等局部或整体热处理的工程项目。履带式陶瓷电加热器。临夏工业LCD履带式电加热器焊前预热焊后热处理供应商家
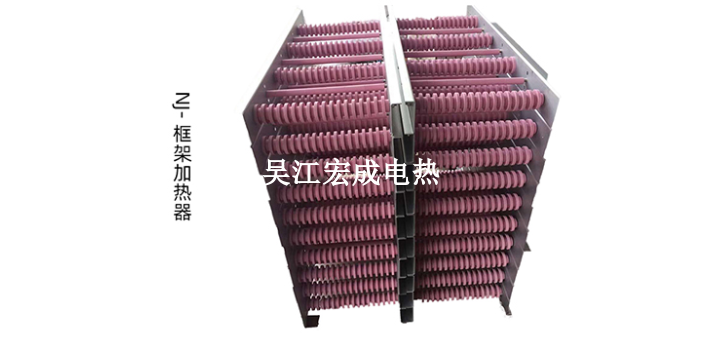
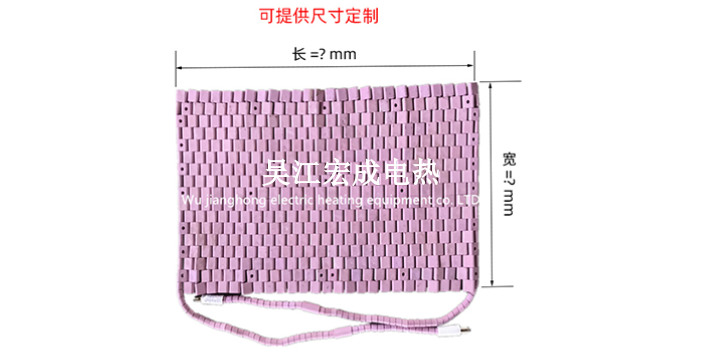
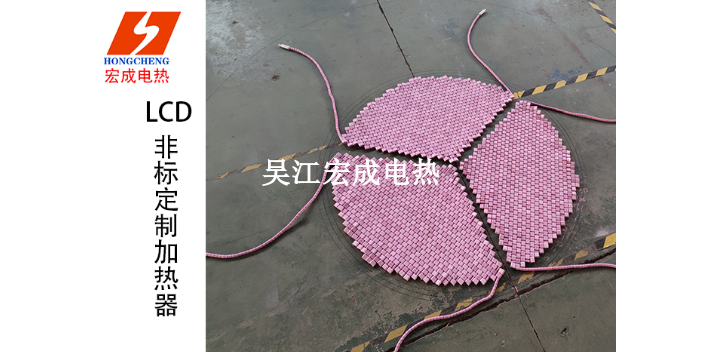
一.履带式电加热器概述:各种工业设备及大型工件在焊接前的预热,焊接后的消除应力均需进行局部热处理。以达到提高工件质量,加强区域韧性的目的。而目前在大型工件或野外现场,设备检修中所采用的都是传统的,低效的,耗能大的高频加热,火焰加热或花大量投资专门制造超级加热炉进行热处理的传统方法。此外,在金属容器的干燥和高温加热方面采用的都是陈旧的方法。如①蒸汽管加热和水油隔套间接传导加热法,(但达不到某些高温加热要求,且容器也笨重,费工料,不易维修)。②破坏容器,采用电热棒插入式加热法(有些物料不允许与加热体接触或电热棒损坏后污染物料,且在维修时要放掉物料后才可进行)。③用电炉丝串接普通瓷管,缠绕外加热法(瓷管与容器成线接触,接触面小,热效率低,且普通瓷件易碎不安全)。履带式加热器取代了上述传统落后的方法,是在局部加热,野外现场加热、外部加热等方面的理想产品。二、履带式电加热器结构、用途:由耐高温多股质优电热丝和强度大度,高耐温的瓷件按特殊工艺要求编接而成,在其长度方向有任意弯曲特性,可普遍用于各种工业设备、工件的现场热处理,各种金属容器,管道的干燥,加热升温,各种模头,模具的高温外加热等场合。 江苏质量LCD履带式电加热器焊前预热焊后热处理焊前预热陶瓷加热器。
8. 回火:将经过淬火的工件加热到临界点AC1以下的适当温度保持一定时间,随后用符合要求的方法冷却,以获得所需要的组织和性能的热处理工艺。9. 钢的碳氮共渗:碳氮共渗是向钢的表层同时渗入碳和氮的过程。习惯上碳氮共渗又称为氰,以中温气体碳氮共渗和低温气体碳氮共渗(即气体软氮化)应用较为普遍。中温气体碳氮共渗的主要目的是提高钢的硬度,耐磨性和疲劳强度。低温气体碳氮共渗以渗氮为主,其主要目的是提高钢的耐磨性和抗咬合性。10. 调质处理(quenching and tempering):一般习惯将淬火加高温回火相结合的热处理称为调质处理。调质处理广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。调质处理后得到回火索氏体组织,它的机械性能均比相同硬度的正火索氏体组织更优。它的硬度取决于高温回火温度并与钢的回火稳定性和工件截面尺寸有关,一般在HB200—350之间
客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:公司专业生产各种规格的电加热设备,本公司生产设备、检测设备齐全、技术力量雄厚,在2004年就已一次性通过ISO9000质量体系论证,产品性能已通过江苏省锅炉检测中心的检测。......客户见证:大功率电热管、烘箱用电热管、电热棒、风道用电加热器、油罐用电加热器、焊接设备用电加热器(哈夫加热器、履带式加热器、绳型加热器)、管道用电热带(硅橡胶加热带、玻璃纤......客户见证:公司专业设计制造加热设备、电加热器、防爆电加热器应用于各大核电站、化工、石油、炼油采油、锅炉用各种类型电加热装置,适用不同领域的使用。陶瓷电加热器的原理。
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。 热处理加热带,远红外带式加热器。青海LCD履带式电加热器焊前预热焊后热处理商家
管道热处理的加热器。临夏工业LCD履带式电加热器焊前预热焊后热处理供应商家
极限工作温度1000度5,功率:10KW6,静态绝缘电阻:>5MΩLCD-Q型对开式加热器以履带式加热器做热源,配以保温材料及外壳,做成围型对开式加热器,便于装拆,适用于小型管道的局部加热。极限工作温度750℃。LCD-Q型对开式加热器参数表型号适用管径(mm)工作电压(V)额定功率(kw)LCD-Q-89φ891105LCD-Q-108φ1081105LCD-Q-133φ1331105LCD-Q-159φ1591105LCD-Q-219φ21922010LCD-Q-273φ27322010LCD-Q-325φ32522020LCD-Q-377φ37722020LCD-Q-426φ42622020低电压加热器低电压平板式加热器主要适用于旋转中的工件焊接前预热及焊后消除焊接应力。对工件进行辐射加热,发热面极限高温度可达900℃。低电压是为了确保工作场所生产安全。主要工作电压有24V、36V、60V三种,对应配套DDH型低电压温度控制箱使用。HDO-P型平板式低电压高温电加热器参数表型号外形尺寸(mm)工作电压(V)额定功率(kw)620*390*7036HDO-6p460*250*70246HDO-6p540*250*70246HDO-9p630*250*70369HDO-9p590*320*70369HDO-11p990*390*706011HDO-14p930*320*706014HDO-14p760*390*706014使用注意事项:因加热片使用电压低,但电流大的特点,加热片和连接导线必须要达到一定的电流负荷值。临夏工业LCD履带式电加热器焊前预热焊后热处理供应商家
吴江宏成电热设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务分为履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司从事机械及行业设备多年,有着创新的设计、强大的技术,还有一批专业化的队伍,确保为客户提供良好的产品及服务。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。