公司专业生产温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。公司专业生产温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。公司专业生产温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。公司专业生产温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。公司专业生产温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。SCD绳式电加热器厂家。北京质量LCD履带式电加热器焊前预热焊后热处理耗材
一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主加热带宽度w取若d/t>100,主加热带宽度w取(3)确定主加热带与辅助加热带轴向距离b:若d/t≤100,加热带轴向距离b取若d/t>100,加热带轴向距离b取(4)确定辅助加热带轴向宽度wa:若d/t≤100,辅助加热带轴向宽度wa取若d/t>100,辅助加热带轴向宽度wa取(5)确定主加热带与辅助加热带环向距离c:若d/t≤100,主加热带与辅助加热带环向距离c取若d/t>100,主加热带与辅助加热带环向距离c取(6)确定辅助加热带环向宽度mm:若d/t≤100,辅助加热带环向宽度mm取若d/t>100,辅助加热带环向宽度mm取(7)确定接管加热带宽度wt:计算压力容器筒体与接管直径比d/d,将直径比d/d进行分类,若1100,接管加热带宽度wt取(8)确定筒体保温棉宽度:保温棉覆盖整个主加热带、辅助加热带和其之间距离,若d/t≤100。四川工业LCD履带式电加热器焊前预热焊后热处理厂家批发价陶瓷电加热器的价格。
陶瓷电加热器确定该热处理所需功率,选择相应的控制设备。确定控温点来划分控制区域,并合理安置热电偶。为了保证仪表测量温度的准确性,热电偶的头部应套上不锈钢头子,用点焊焊牢在热处理工件上,对一些热敏感性比较大的材料要先用乙炔抢预热至250左右才能点焊,防止产生裂纹,点焊时还需注意效电偶头部要与工件贴紧不要成角度。热电偶采用K型镍铬/镍硅。热电偶不够长时可用补偿导线接长。补偿导线采用铜/康铜,铜线(正极)应接到热电偶镍铬导线上(非磁性),康铜线(负极)应接到热头电偶镍硅导线上(磁性)。
吴江宏成电热设备有限公司是一家生产研发电加热器、履带式加热器及其自动化热处理设备、各类焊条烘箱、焊剂烘箱等产品的高科技,拥有良好的技术测试手段和良好的管理水平。多年来,吴江宏成电热设备有限公司一直秉承"科技兴业"这一理念,不断引进高素质技术人才,在取得本行业优势的基础上,以浙江大学等多家科研单位为技术后盾,开发前沿技术,从而保证产品研发的较高地位。"为用户提供更好的产品,创造更大的利益"一直被我们全体员工奉为企业的立足之本。通过我们这几年不懈的努力,推出了一系列产品,其中在原PC-104工控机基础上研制的DKW型电脑温控箱不仅销量广、规格全、质量佳,而且还和LCD履带陶瓷加热器一起打入国际市场,迄今的一系列产品已先后在二滩水电站,小浪底水电站、三峡工程、宝钢、鞍钢、福建炼油厂、四川普光天然气净化厂、上海汽轮机厂、上海重型机器厂、东方锅炉厂、四川电建三公司、四川电建二公司、西北电建三公司、上海电力安装公司、水电四局、水电十局、中化二建、中化四建、中石化第十建设公司,等国家重点工程及厂矿中得到通常使用并深受好评。专业的热处理工程队,能高效地承接大型焊接构件、容器、球罐、塔体等局部或整体热处理的工程项目。LCD远红外履带式加热器。

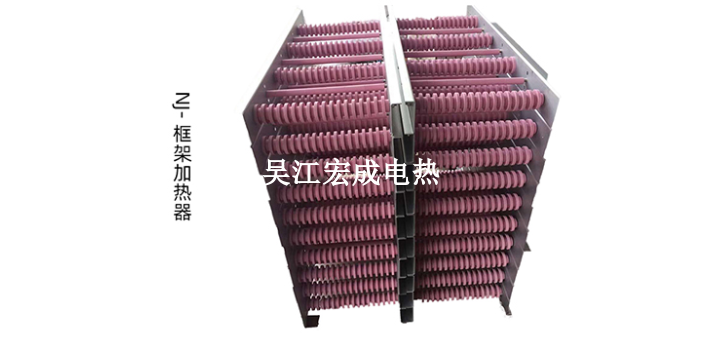
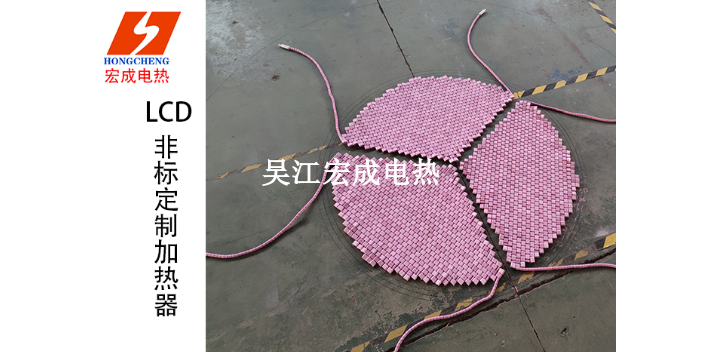
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。LCD型履带式电加热器。国内LCD履带式电加热器焊前预热焊后热处理服务
焊后热处理电加热器。北京质量LCD履带式电加热器焊前预热焊后热处理耗材
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度极慢),目的是使金属内部组织达到或平衡接近均衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为热处理。淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热...北京质量LCD履带式电加热器焊前预热焊后热处理耗材
吴江宏成电热设备有限公司是一家温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。一般项目:金属表面热处理加工;机械设备租赁;许可项目:货物进出口;道路货物运输(不含危险货物)的公司,是一家集研发、设计、生产和销售为一体的专业化公司。宏成电热深耕行业多年,始终以客户的需求为向导,为客户提供高质量的履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱。宏成电热不断开拓创新,追求出色,以技术为先导,以产品为平台,以应用为重点,以服务为保证,不断为客户创造更高价值,提供更优服务。宏成电热创始人朱正华,始终关注客户,创新科技,竭诚为客户提供良好的服务。