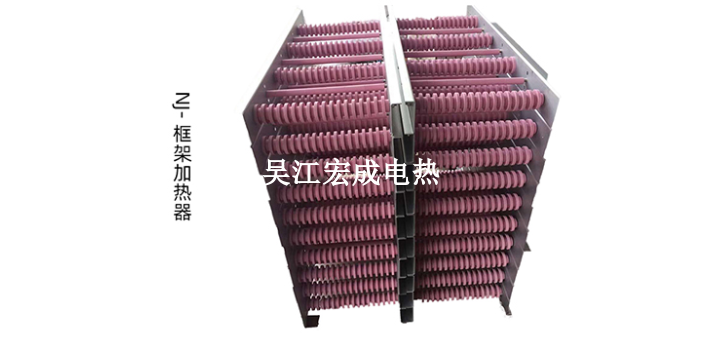
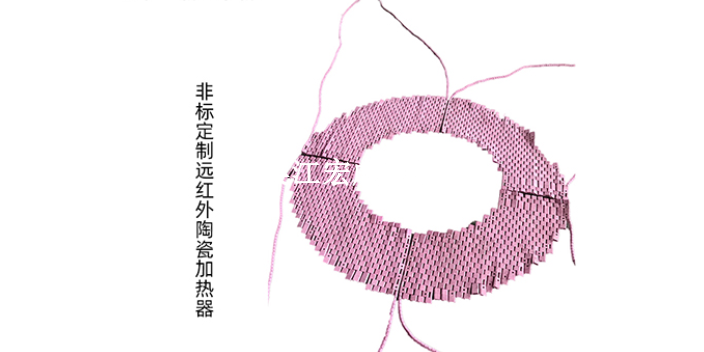
使用方法:根据热处理工件选择加热器。规格管道工程若要采用低电压加热器可选用ZCD型指状陶瓷加热器,管道管座等特殊几何形状的工件指状加热器的履带式加热器无法包覆的可采用绳状陶瓷加热器,大管道、容器等一般工件均可采用履带式陶瓷加热器。下面介绍怎样选择加热器规格和使用方法。1、根据热处理工件来确定加热器面积、即加热区域、具体应根据工艺要求和热处理工件的壁厚。设加热面积为AA=L*H(米)L:为热处理工件的长度。圆体工件的长度L=D、D为工件外径。H:为加热宽度。加热宽度H,即陶瓷加热器宽度。H取多大为宜,我们根据国外局部热处理规范,认为在一般情况下,可取H=(7-12)就可以了。8为热处理工作的壁厚。苏州履带式电加热器。宁夏直销LCD履带式电加热器焊前预热焊后热处理
热处理: 1.正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,得到珠光体类组织的热处理工艺。2.退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3.固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。4.时效:合金经固溶热处理或冷塑性形变后,在室温放置或稍高于室温保持时,其性能随时间而变化的现象。5.固溶处理:使合金中各种相充分溶解,强化固溶体并提高韧性及抗蚀性能,消除应力与软化,以便继续加工成型。6.时效处理:在强化相析出的温度加热并保温,使强化相沉淀析出,得以硬化,提强度高度。7.淬火:将钢奥氏体化后以适当的冷却速度冷却。 宁夏直销LCD履带式电加热器焊前预热焊后热处理履带式陶瓷电加热器。
正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法:1、陶瓷加热器加热板上的助焊剂受到高温作用,残留物几乎炭化,助焊剂会发生氧化作用,接触助焊剂的加热板会有变成黑色或黑黄色的,这是没办法用普通方法清洗掉的。2、首先用化学试剂(酒精或甲基苯、二甲酮之类的)把助焊剂残渣清洗干净,至于加热板上面颜色比较深的氧化层,可以使用5%-10%的稀盐酸多擦拭几次,就可以清洗干净了,然后再用清水进行清洗。3、注意必须穿戴好防护手套和防护眼镜,以免出现意外。以上是关于正确清洁陶瓷加热器加热板上的助焊剂残渍清洁方法,希望对您有所帮助。陶瓷加热器现在成为了一种高效热分部均匀的加热器、热导性非常好的金属合金,可以保证热面温度的均匀性,消除设备热点及冷点,应用范围越来越普遍。
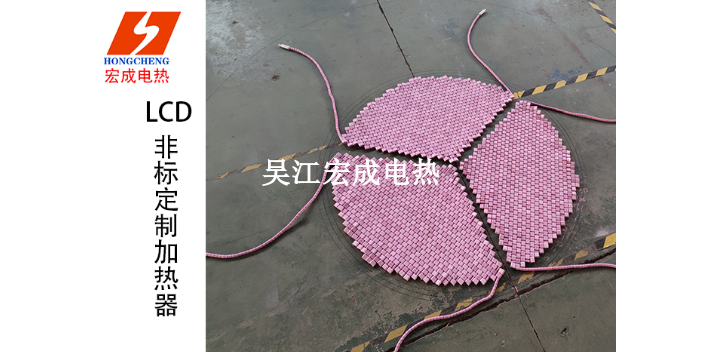
远红外履带式陶瓷电加热器:采用现代科学成果,制造加热效率高,能源耗费少的加热设备,对国民经济发展有着十分重要意义。我公司根据英国库珀希特公司焊接部的有关技术资料和部分样品在上海锅炉厂、上海合金厂、郑州磨料磨具研究所、中科院硅酸盐研究所、上海红外遥感学会的大力协助下、研究制成耗电省、使用方便及多种陶瓷加热器,为此向协助我们共同研制的单位表示衷心感谢。这些陶瓷电加热器可广泛应用于锅炉、化工、造船桥梁、电力、机械、冶金、水电安装等单位的各种合金钢焊接接构件的局部热处理,特别适用于大型工件和高压容器的焊前预热,中间消氢,焊后局部退火处理和电厂现场安装。检修管道工程的热处理。它改变了传统工艺中质量不稳。设备能耗高,劳动条件差等弊病。本产品通过了市级鉴定,已投入大批量生产。我们为了让用户更合理、更正确地了解使用陶瓷电加热器。收集了一些资料编写了这本使用说明书,供大家参考。由于我们水平有限,编写中错误和缺点在所难免,恳请广大用户批评指正。吴江宏成电热设备有限公司生产的陶瓷加热器根据其形状分为三个品种:即LCD型履带式陶瓷加热器、SCD型绳状陶瓷加热、ZCD型指状形陶瓷加热器。它们各有长处。SCD绳式电加热器厂家。

一.履带式电加热器概述:各种工业设备及大型工件在焊接前的预热,焊接后的消除应力均需进行局部热处理。以达到提高工件质量,加强区域韧性的目的。而目前在大型工件或野外现场,设备检修中所采用的都是传统的,低效的,耗能大的高频加热,火焰加热或花大量投资专门制造超级加热炉进行热处理的传统方法。此外,在金属容器的干燥和高温加热方面采用的都是陈旧的方法。如①蒸汽管加热和水油隔套间接传导加热法,(但达不到某些高温加热要求,且容器也笨重,费工料,不易维修)。②破坏容器,采用电热棒插入式加热法(有些物料不允许与加热体接触或电热棒损坏后污染物料,且在维修时要放掉物料后才可进行)。③用电炉丝串接普通瓷管,缠绕外加热法(瓷管与容器成线接触,接触面小,热效率低,且普通瓷件易碎不安全)。履带式加热器取代了上述传统落后的方法,是在局部加热,野外现场加热、外部加热等方面的理想产品。二、履带式电加热器结构、用途:由耐高温多股质优电热丝和强度大度,高耐温的瓷件按特殊工艺要求编接而成,在其长度方向有任意弯曲特性,可普遍用于各种工业设备、工件的现场热处理,各种金属容器,管道的干燥,加热升温,各种模头,模具的高温外加热等场合。 热处理设备加工工厂。中国香港质量LCD履带式电加热器焊前预热焊后热处理客服电话
履带式电加热器管道热处理施工。宁夏直销LCD履带式电加热器焊前预热焊后热处理
参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高,早期设备故障的机率较高。评价过程图补充:必须遵守目前的标准,即确定从法兰(热源)到电气外壳的评估范围,并充分考虑外壳内外产生的所有热量。不这样做可能意味着不安全的情况。宁夏直销LCD履带式电加热器焊前预热焊后热处理
吴江宏成电热设备有限公司是我国履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱专业化较早的有限责任公司之一,宏成电热是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。公司承担并建设完成机械及行业设备多项重点项目,取得了明显的社会和经济效益。多年来,已经为我国机械及行业设备行业生产、经济等的发展做出了重要贡献。