- 品牌
- SMC
- 型号
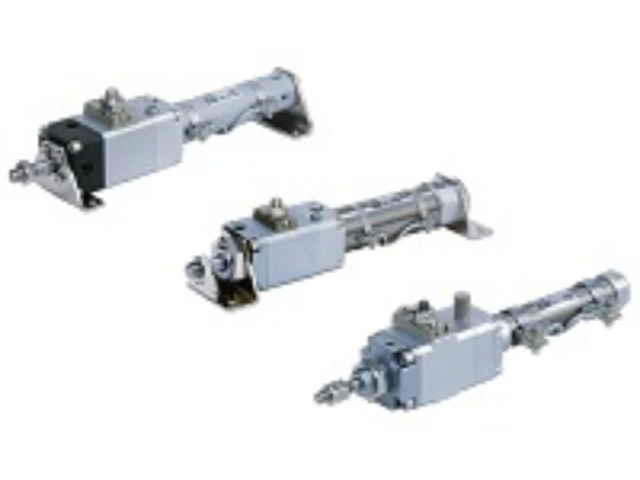
- CDQ2B32-60DZ-M9B
精确控制气缸的运动速度对于自动化流程的协调性、定位精度、减少冲击至关重要。关键控制手段是通过调节压缩空气的流量:1. 进气节流调速:在气缸的进气口(供气侧)安装单向节流阀(通常为带单向阀的节流阀)。调节节流阀开度限制进入气缸腔室的空气流量,从而控制该方向(伸出或缩回)的运动速度。排气侧通常保持畅通。这种方法在轻负载时较有效,但负载变化对速度影响较大(因进气受限,腔内压力建立慢)。2. 排气节流调速(更常用):在气缸的排气口安装单向节流阀。调节节流阀开度限制空气从气缸腔室排出的流量。当压缩空气推动活塞时,排气受阻导致运动腔室背压升高,有效降低了活塞的运动速度。由于进气侧压力能快速建立(供气通常充足),排气节流对负载变化的敏感性较低,速度更平稳,是更推荐的方法。无论哪种方式,都需在气缸的两个运动方向(A口和B口)分别安装节流阀以实现双向单独调速。对于要求更高速度稳定性的场合,可使用带速度反馈的比例流量阀。此外,缓冲装置也用于行程末端的精确减速。金属加工机床借助气缸实现工件的快速夹紧与松开,提高加工效率。大型气缸答疑解惑

导向气缸(Guided Cylinder)并非单纯依赖活塞杆传递推拉力,而是在气缸本体上集成了一根或多根精密直线导轨(或导杆)。活塞杆(或输出平台)通过坚固的支架或滑块与这些导轨刚性连接。这种结构设计带来了明显的优势:极大地增强了气缸抵抗侧向载荷(弯矩)和扭转载荷的能力;明显提高了运动部件的刚性和稳定性;有效抑制了活塞杆在伸出状态下的挠曲变形和振动;确保了输出端在整个行程中保持极高的直线运动精度和平行度。因此,导向气缸特别适用于那些需要承受偏心负载、要求精确直线导向、或需要高重复定位精度的应用场景,例如精密装配中的压装工序、检测设备中的探头定位、高精度点胶涂覆、以及需要稳定支撑的物料移送机构。它弥补了标准气缸在抗弯抗扭和导向精度上的不足。多功能气缸以客为尊轮增压发动机的气缸承受更高的压力和温度,因此需要强化设计。

气缸的安装方式直接影响其工作性能和稳定性,常见的安装方式有法兰式、耳环式、轴销式、耳轴式等。法兰式安装是通过法兰盘将气缸固定在设备上,安装牢固,适用于负载较大的场合;耳环式安装通过耳环和销轴将气缸与设备连接,允许气缸在一定范围内摆动,可补偿安装误差;轴销式安装则通过轴销将气缸铰接在设备上,适用于需要摆动运动的场合。安装时,需确保气缸的中心线与负载的运动方向一致,避免产生侧向力;同时,要保证安装面平整、清洁,防止因安装不当导致气缸磨损或漏气。
薄型气缸(也称紧凑型气缸)的特点是轴向尺寸短,占用空间小,适用于安装空间受限的场合。其缸筒与端盖采用铆接或螺纹连接,结构紧凑,重量轻。薄型气缸的活塞杆前端通常设有内螺纹或外螺纹,便于安装附件。在电子设备制造、半导体封装等行业,薄型气缸被普遍应用于精密定位、元件抓取等动作,如手机屏幕贴合设备中,多个薄型气缸协同工作,实现屏幕的准确压合,提高生产效率和产品良率。无杆气缸没有传统的活塞杆,而是通过活塞带动缸筒外部的滑块实现直线运动。其结构分为磁耦式和机械接触式两种。磁耦式无杆气缸通过活塞上的永久磁铁与滑块内的磁铁相互吸引,传递动力;机械接触式则通过活塞上的驱动部件与滑块的沟槽直接连接。无杆气缸的优点是节省安装空间、运动平稳、负载能力强,常用于自动化生产线的物料输送、大型机床的工作台移动等场景,如汽车涂装线的车身运输,无杆气缸可实现长行程、高精度的直线运动。塑料注塑机中,气缸助力模具的开合与塑料制品的顶出操作。

随着工业4.0、智能制造和节能环保要求的不断提高,气缸技术也在持续演进:1. 智能化与信息化:* 集成传感器:在缸体或端盖内直接集成位置传感器(磁感式、电感式)、压力传感器、温度传感器,实时监测活塞位置、腔室压力、工作状态。* IO-Link通信接口:成为标配,实现参数配置(如缓冲设置)、状态监控(如寿命预测、故障预警)、诊断数据的无缝上传,无缝融入工业物联网(IIoT)架构。2. 节能技术:* 低功耗电磁阀与智能控制:减少待机能耗。* 双压驱动与能量回收:在非做功行程(如空返回)使用低压空气,或探索排气能量的回收利用。* 低摩擦密封技术:持续优化密封圈材料和结构(如PTFE复合材料),明显降低启动和运行摩擦力,减少能耗(在频繁动作的系统中效果明显)。3. 性能提升:* 更高速度与频率:通过优化流道设计、减小死区容积、改进密封动力学特性实现。低温气缸能在零下数十度的环境下正常工作,服务于冷链物流设备。浙江气缸注意事项
航空航天领域的部分设备,也会用到特殊设计的气缸完成特定动作。大型气缸答疑解惑
气缸的安装方式(Mounting Styles)对气缸的受力状态、稳定性、负载导向以及整体系统的刚性有着根本性的影响。国际标准(如ISO 15552, VDMA 24562)定义了多种标准安装形式:1. 脚座安装(Foot Mount):通过气缸底部的安装脚用螺栓固定在基板上。安装简便,但主要承受推力载荷,抗弯矩能力较弱。2. 前法兰安装(Front Flange Mount):法兰盘固定在气缸前端盖,用螺栓与机器结构连接。能承受较大的推力和一定的弯矩,稳定性较好。3. 后法兰安装(Rear Flange Mount):法兰盘固定在后端盖。同样提供较好的稳定性,安装空间要求略低于前法兰。4. 耳轴安装(Trunnion Mount):气缸缸筒中部或端盖带有圆柱形耳轴销,可插入机器支架的轴承孔中。允许气缸在一定角度范围内摆动,适用于连接件可能发生偏转或热胀冷缩的场合。5. 尾部单耳环/中间摆动安装(Rear Pivot / Center Mount):后端盖或缸筒中部带有耳环,通过销轴与机器铰接。同样允许摆动。选择安装方式需综合考量负载性质(推力、拉力、侧向力、扭矩)、运动轨迹要求、可用安装空间、气缸自身尺寸以及期望的系统刚性。正确的安装是确保气缸高效、可靠、长寿命工作的前提。大型气缸答疑解惑
活塞(Piston)是气缸内部直接承受压缩空气压力、并将其转化为直线运动的关键运动部件。通常由铝合金、不锈钢或工程塑料(如POM)制成。活塞上开有安装沟槽,用于嵌装关键的密封件(活塞密封圈/主密封)和导向环(耐磨环)。主密封圈确保活塞两侧腔室的高效气密隔离,防止压缩空气内泄。耐磨环则引导活塞在缸筒内平稳运动,减少金属间接触摩擦,防止偏磨。活塞杆(Piston Rod / Rod)一端通过螺母或螺纹刚性固定在活塞上,另一端贯穿前盖伸出缸外,是直接输出推力或拉力的部件。它必须具有极高的强度(承受推拉载荷)、刚性(抵抗弯曲变形)、表面硬度(耐磨)和耐腐蚀性。因此,活塞杆普遍采用出色度中碳钢或铬钢(如...






- 江苏自动化气管牌子 03-10
- 江西工程气管设备 03-09
- 山西单机除尘器 03-09
- 江苏多功能气管供应商 03-09
- 青海机械气管供应商家 03-09
- 广东高压电磁阀 03-09
- 黑龙江工业气管销售公司 03-09
- 浙江工程气管执行标准 03-08
- 河南国产气管厂家价格 03-08
- 四川机械气管哪家好 03-08