- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
干式螺杆真空泵与其他干式泵的性能差异。与爪式真空泵相比,干式螺杆真空泵的抽速范围更广(10-1000 vs 10-200 ),但极限压力略高;与涡旋真空泵相比,干式螺杆真空泵的耐固体颗粒能力更强(可处理粒径≤10μm 颗粒,涡旋泵*≤5μm),但噪音稍大(75dB vs 65dB);与多级罗茨泵相比,干式螺杆真空泵的压缩比更高(1000:1 vs 100:1),但转速更低(6000r/min vs 10000r/min)。基于这些差异,在选型时需根据工况优先级:大抽速选干式螺杆真空泵,高真空选涡旋泵,耐颗粒选干式螺杆泵,低噪音选涡旋泵。
单级螺杆泵结构简单维护成本低。进口螺杆真空泵故障
马德宝干式螺杆真空泵通过结构创新,将维护成本降至行业新低。其无摩擦副设计让螺杆与泵体无磨损,避免传统泵 “三大件易损坏” 的问题;模块化拆分设计使维修时无需整体拆解,**部件更换便捷,减少停机时间。日常使用中,无润滑油消耗、无皮带更换需求,*需定期检查冷却液与过滤器,维护工作量较 H150 滑阀泵减少 70%。据测算,该系列真空泵平均使用寿命达 8-10 年,是传统滑阀泵的 1.5 倍以上,长期使用中,维修与能耗成本的节省,可快速覆盖初期采购成本差异。湖南水冷式螺杆真空泵小型生产线常用抽速 50m³/h 螺杆泵。
近年来,随着新能源、半导体、生物医药等新兴行业的快速发展,螺杆真空泵的市场需求持续增长,同时行业也在不断推动技术创新,以满足更严苛的应用需求。从市场趋势来看,节能化、小型化、智能化成为主流方向,一方面,企业对能耗成本的关注度不断提升,推动厂家研发更高效的节能电机和优化转子结构,进一步降低设备能耗;另一方面,随着实验室和小型生产线的需求增加,小型化螺杆真空泵(抽气速率<50m³/h)的市场占比逐渐扩大,这类设备体积小、重量轻,便于安装和移动。技术创新方面,主要集中在三个领域:一是材料创新,研发更耐腐蚀性、更耐磨的转子材质,延长设备使用寿命;二是结构优化,采用新型转子型线(如双螺杆、三螺杆结构),提升抽气效率和真空度稳定性;三是智能化升级,结合人工智能(AI)技术,实现设备运行数据的深度分析和故障自动诊断,进一步提升设备的运维智能化水平。未来,随着绿色制造理念的深入和**制造业的升级,螺杆真空泵的技术性能将不断突破,市场应用领域也将进一步拓展。
当螺杆真空泵用于处理腐蚀性气体(如盐酸、氨气、氟化物)时,需在泵体内腔、转子表面喷涂防腐涂层,延长设备使用寿命。常用的防腐涂层包括聚四氟乙烯(PTFE)涂层、陶瓷涂层、镍基合金涂层。聚四氟乙烯涂层耐腐蚀性强,可耐受多数酸碱介质,但耐高温性较差(长期使用温度≤260℃);陶瓷涂层硬度高(HV≥800),耐磨损、耐高温(≤800℃),但韧性较差,易因振动开裂;镍基合金涂层结合了耐腐蚀性与韧性,适用于中等腐蚀性、有振动的工况。涂层喷涂需采用等离子喷涂工艺,涂层厚度控制在 0.1-0.2mm,附着力≥50MPa,确保涂层不易脱落。效果评估需通过盐雾试验(试验时间≥1000 小时,涂层无锈蚀、无剥落)、实际工况运行测试(连续运行 6000 小时,设备腐蚀速率≤0.01mm / 年)。某化工企业采用镍基合金涂层的螺杆真空泵后,设备腐蚀故障发生率从 20% 降至 5%,使用寿命延长了 2 倍。高湿度气体处理需防潮设计螺杆泵。
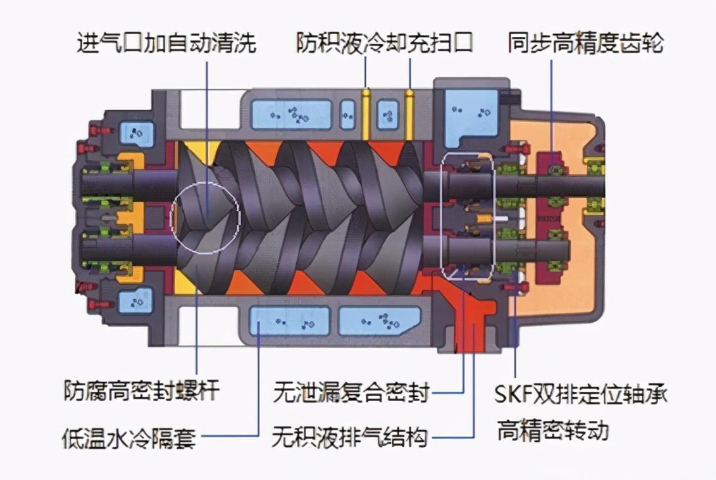
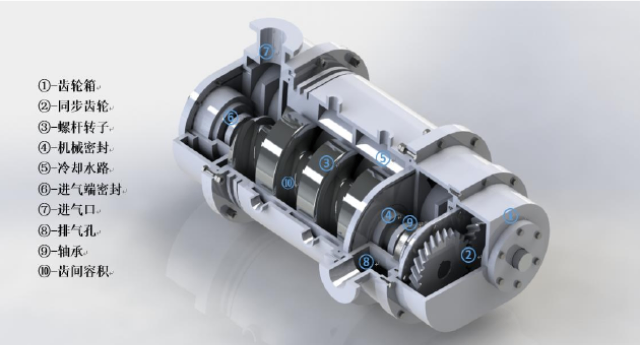
科学的维护保养是确保螺杆真空泵长期稳定运行的关键,合理的维护周期和方法能有效减少设备故障发生率。日常维护方面,操作人员需每天检查设备的运行状态,包括电机温度(正常应低于 80℃)、轴承温度(不超过 70℃)、真空度稳定性以及有无异常噪音或泄漏。润滑油的更换是**维护环节,一般情况下,矿物油类润滑油需每 3000~4000 小时更换一次,合成润滑油可延长至 6000~8000 小时,更换时需彻底清理油箱内的残留油污,避免新旧油混合影响润滑效果。每半年需对螺杆转子进行一次检查,查看转子啮合间隙是否正常(正常间隙应在 0.1~0.3mm 之间),若间隙过大,需及时调整或更换转子,防止抽气效率下降。每年则需进行一次***的拆机检修,检查轴承磨损情况、密封件老化程度以及电气控制系统的可靠性,对老化部件及时更换,确保设备各项性能指标符合生产要求。螺杆泵安装需水平误差小于 0.1%。螺杆真空泵的结构图片
化工尾气处理用螺杆泵耐腐蚀性强。进口螺杆真空泵故障
化工反应釜抽真空过程中,螺杆真空泵需应对 “易燃易爆”“强腐蚀性”“压力骤变” 等安全风险,设计需包含三重防护。一是防爆设计,电机采用 Ex d IIB T4 Ga 防爆等级,定子绕组采用耐温 180℃的绝缘材料,电气部件密封在隔爆外壳内,避免火花引燃可燃气体(如甲烷、乙烯);二是压力保护,设置双重安全阀(爆破压力 0.2MPa)与压力开关,当系统压力低于 0.1kPa(避免负压过大损坏反应釜)或高于 0.15MPa(防止气体倒灌)时,自动停机并触发声光报警;三是应急处理,配备氮气置换接口,当可燃气体浓度传感器检测到浓度超下限 10% 时,立即通入氮气(流量≥10m³/h)稀释,同时关闭进气阀门,防止危险气体继续进入泵腔。某化工企业应用该设计设备,在苯乙烯聚合反应釜抽真空泄漏事故中,30 秒内将可燃气体浓度降至安全值以下,避免安全事故。进口螺杆真空泵故障
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
近年来,随着新能源、半导体、生物医药等新兴行业的快速发展,螺杆真空泵的市场需求持续增长,同时行业也在不断推动技术创新,以满足更严苛的应用需求。从市场趋势来看,节能化、小型化、智能化成为主流方向,一方面,企业对能耗成本的关注度不断提升,推动厂家研发更高效的节能电机和优化转子结构,进一步降低设备能耗;另一方面,随着实验室和小型生产线的需求增加,小型化螺杆真空泵(抽气速率<50m³/h)的市场占比逐渐扩大,这类设备体积小、重量轻,便于安装和移动。技术创新方面,主要集中在三个领域:一是材料创新,研发更耐腐蚀性、更耐磨的转子材质,延长设备使用寿命;二是结构优化,采用新型转子型线(如双螺杆、三螺杆结构),...
- 湖北干式螺杆真空泵厂家排名 2025-12-24
- 天津干式螺杆真空泵 2025-12-23
- 辽宁干式无油螺杆真空泵推荐厂家 2025-12-23
- 湖南无油螺杆真空泵 2025-12-23
- 内蒙古干式螺杆真空泵哪个品牌好 2025-12-23
- 浙江LG等螺距螺杆真空泵工作原理 2025-12-23
- 黑龙江干式无油螺杆真空泵厂家排名 2025-12-23
- LG等螺距螺杆真空泵批发 2025-12-22
- 浙江LGB变螺距螺杆真空泵供应商哪家强 2025-12-22
- 湖南螺杆真空泵价格 2025-12-21
- 内蒙古螺杆真空泵推荐厂家 2025-12-20
- 辽宁螺杆真空泵维护保养 2025-12-17
- LG等螺距螺杆真空泵应用 2025-12-16
- 化工螺杆真空泵口碑推荐 2025-12-16
- 辽宁螺杆真空泵哪家好 2025-12-16
- 重庆螺杆真空泵口碑厂家 2025-12-16


- 浙江炼钢罗茨真空泵厂家 12-24
- 天津干式螺杆真空泵 12-23
- 辽宁干式无油螺杆真空泵推荐厂家 12-23
- 湖南无油螺杆真空泵 12-23
- 广东罗茨真空泵价格 12-23
- 淄博干式罗茨真空泵供应 12-23
- 内蒙古干式螺杆真空泵哪个品牌好 12-23
- 浙江LG等螺距螺杆真空泵工作原理 12-23
- 浙江磁力驱动罗茨真空泵推荐品牌 12-23
- 黑龙江罗茨真空泵本地厂家 12-23