- 品牌
- 马德宝
- 型号
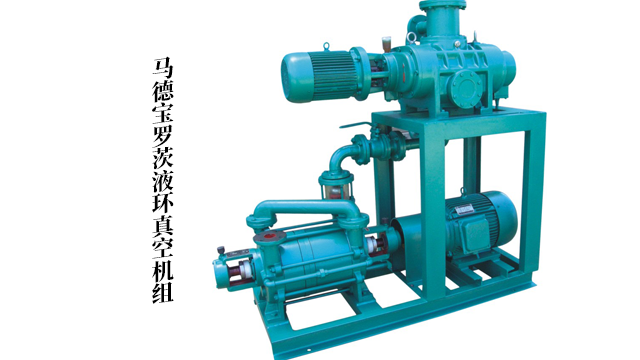
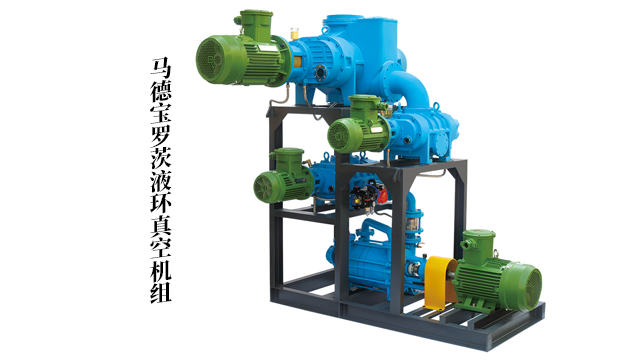
- JZJL/JZJPH(2H)/JZJ2S等罗茨真空机组
电子行业的镀膜电阻生产中,罗茨真空机组提升了产品的性能稳定性。镀膜电阻的电阻膜层需要在高真空环境下沉积,以保证膜层的均匀性和电阻率的稳定性。罗茨真空机组与镀膜设备配合,能将真空度稳定在10-3Pa,确保电阻膜层的沉积质量。机组的智能控制系统可根据镀膜工艺的要求自动调节抽速,实现精细的真空控制。某电子元件企业使用该机组后,镀膜电阻的阻值误差控制在±1%以内,温度系数降低了50%,产品的性能指标达到国际先进水平,出口量大幅增加。罗茨真空机组配备振动频谱分析,缩短 40% 非计划停机时间。上海罗茨真空机组工作原理

高压差工况下需采用高效转子冷却技术,**分为三类。转子内部冷却通过轴头油孔注入循环油,经转子内壁带走热量,同时润滑齿轮与轴承,80Torr 压差下可使转子温度低于外壳 78℃,适用于大型机组重载运行。油膜冷却在入口处滴注低饱和蒸汽压冷却油,形成油膜减少返流与尘埃吸附,但会损失无油特性,多用于含微量杂质的气体处理。湿式冷却通过吸入 20℃左右清洁水,利用汽化吸热消除压缩热,需控制注水量为气体流量的 0.3 倍,适配食品干燥等需低温抽气的场景。冷却方式需按压差与介质特性组合,如腐蚀性介质可采用 “水冷 + 防腐涂层” 方案。电子真空镀膜罗茨真空机组头部企业罗茨真空机组由罗茨泵与前级泵组合而成,是工业真空系统的常用设备。

针对高压差工况,马德宝 ZJQ 系列气冷式罗茨机组通过外置冷却器实现气体循环冷却,可在 8.7×10⁴Pa 压差下连续工作无热过载,甚至能直接排大气。单独使用时利用排气口低温大气返泵冷却,极限压力约 130hPa;与自身或普通罗茨泵组合,可覆盖 10Pa-5×10⁵Pa 真空范围,抽气速率 30-12000L/s,配用功率 0.75-280kW。该系列无油污染,在大型容器快速抽空(如 1000m³ 真空罐)、电子元件真空镀膜等场景中,抽速稳定性比传统机组提升 25%,且无需额外冷却水源,适配缺水地区应用。
罗茨真空机组运行中需控制转子与泵腔间隙,避免热膨胀导致卡死,气冷式机组需定期检查冷却系统,确保冷却气供应稳定;湿式机组需控制注水量(为被抽气体质量流量的 0.2-1.0 倍),防止液击损伤。间隙泄漏会降低抽气效率,需定期检测密封状态,更换老化密封件;旁路溢流阀需按工况调节压力差,确保启动与运行安全。机组润滑部位***轴承、齿轮与动密封处,需定期更换润滑油,避免油污染;处理含尘或冷凝物较多的介质时,需前置分离装置(如旋风分离器、气液分离器),减少部件磨损,延长机组使用寿命。罗茨真空机组适配精细化工领域,满足高纯电子化学品真空蒸馏需求。

针对特殊行业需求,罗茨真空机组可通过结构与材质升级适配苛刻工况:化工行业处理丙烯腈等剧毒介质时,采用两级罗茨 + 液环串联结构,搭配双端面机械密封实现零泄漏,设备占地面积减少 30%;制药行业性环境中,选用 316 不锈钢过流部件与防爆电机(Ex d IIB T4),满足无菌与安全要求;食品行业米糠油精炼工艺中,定制机组耐受 260-270℃高温,抽除水蒸汽与脂肪酸混合气体,受蒸汽压力波动影响 <±5%。定制化方案需结合工况参数(温度、介质、压力),确保机组长期稳定运行。罗茨真空机组用于 VOCs 回收装置,高效抽除挥发性有机物。上海罗茨真空机组工作原理
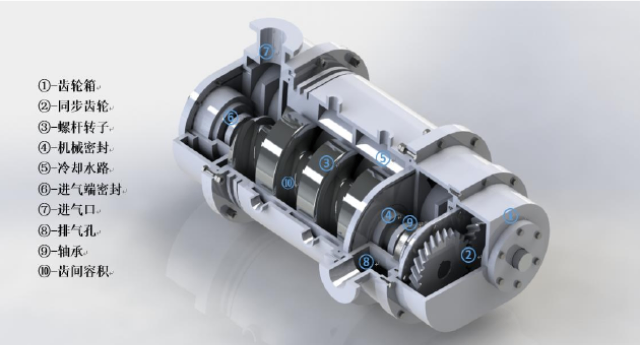
罗茨真空机组采用变螺距螺杆设计,极限真空更高且能耗更低。上海罗茨真空机组工作原理
冶金行业的稀土金属冶炼中,罗茨真空机组是实现真空蒸馏提纯的关键设备。稀土金属化学性质活泼,易与氧气、氮气等气体反应,因此冶炼过程需要在高真空环境下进行。罗茨真空机组与真空蒸馏炉配合,能快速将炉内真空度抽至10-4Pa,在高温下使稀土金属中的杂质挥发,实现提纯。机组的抽速大,能及时抽除挥发的杂质,缩短提纯时间。某稀土冶炼企业使用该机组后,稀土金属的纯度从99%提升至99.99%,达到高纯稀土标准,可用于**磁性材料、发光材料等领域,产品附加值大幅提高。上海罗茨真空机组工作原理
马德宝真空设备集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马德宝真空设备集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
罗茨机组设计寿命通常为 8 年,但实际寿命受介质特性、润滑状态与运行负荷三重因素影响,偏差可达 50% 以上。介质方面,处理含硫、氯等腐蚀性气体(如化工尾气)时,若未采用防腐材质,泵体腐蚀速率可达 0.2mm / 年,寿命缩短至设计值的 40%(* 3-4 年);而处理干燥洁净空气时,寿命可延长至 10 年以上。润滑状态直接影响传动系统寿命,润滑油含水量>0.5% 时,齿轮磨损速率增加 3 倍,转子同步性偏差超 0.05mm,引发振动增大(从 0.5mm/s 升至 1.2mm/s);润滑油每超期 1000 小时更换,轴承寿命减少 20%。运行负荷方面,长期超压差工作(如许可压差 10⁴Pa 时...
- 油环罗茨真空机组极限压力 2026-03-08
- 防腐罗茨真空机组供应商 2026-03-06
- 热处理罗茨真空机组常见故障 2026-03-04
- 化工罗茨真空机组供应商 2026-03-04
- 天津罗茨真空机组工作原理 2026-03-03
- 陕西罗茨真空机组哪个品牌好 2026-03-03
- 食品冷冻干燥罗茨真空机组报价 2026-03-03
- 安徽罗茨真空机组推荐厂家 2026-03-03
- 安徽液环罗茨真空机组 2026-03-03
- 江西罗茨真空机组说明书 2026-03-03

- 气冷罗茨真空机组哪家好 2026-03-02
- 双罗茨真空机组故障 2026-03-02
- 环保行业罗茨真空机组抽气速率 2026-03-02
- 天津罗茨真空机组品牌 2026-03-02
- 内蒙古罗茨真空机组原理 2026-03-02
- 四川罗茨真空机组 2026-03-02


- 螺杆真空泵配件 03-10
- 京津冀半导体螺杆真空泵常见故障 03-10
- 真空浇铸真空系统组成 03-10
- 河北直销真空泵厂家设备 03-10
- 广东专业真空泵厂家电话 03-10
- 山东马德宝真空泵厂家实力 03-09
- 广东螺杆真空泵厂家地址 03-09
- 防爆真空系统安装 03-09
- 罗茨大气喷射真空系统案例 03-09
- 山东马德宝真空泵厂家地址 03-09