- 品牌
- 马德宝
- 型号
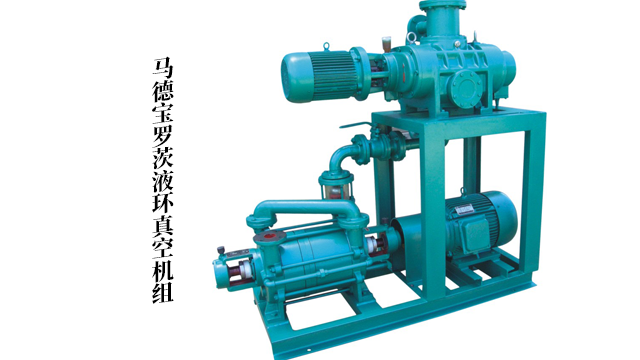
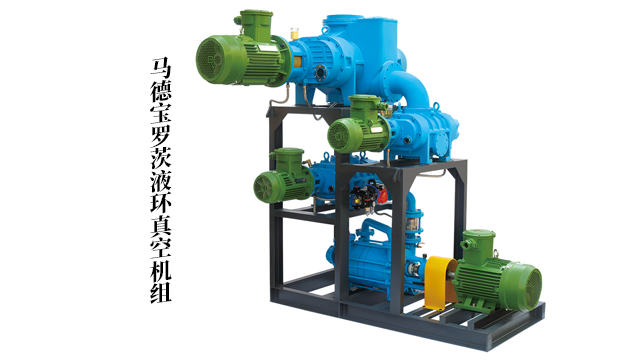
- JZJL/JZJPH(2H)/JZJ2S等罗茨真空机组
造纸行业的纸浆真空脱水工艺中,罗茨真空机组是提高脱水效率的**设备。纸浆脱水是造纸过程中的重要环节,脱水效率直接影响纸张的生产效率和质量。罗茨真空机组与真空脱水机配合,能在脱水机内形成稳定的真空环境,真空度可达0.06MPa,快速抽除纸浆中的水分,提高纸浆的干度。机组的抽速大,能适应高速造纸生产线的需求,提升生产效率。某造纸厂使用该机组后,纸浆的干度从15%提升至25%,造纸机的车速提高了20%,纸张的定量均匀性提升,产品质量更加稳定,生产成本降低了15%。罗茨真空机组可搭配冷凝器,辅助罗茨真空泵高效处理含蒸汽工况。滑阀罗茨真空机组制造商

罗茨真空机组需根据真空范围合理匹配前级泵抽速:中高真空范围(入口压力 <100Pa),抽速比多为 10:1 或 5:1,确保容积效率,避免因前级泵抽速不足导致压缩比过高;粗真空范围(入口压力> 100Pa),需考虑比较大许可压差(一般 4×10³-10⁴Pa),抽速比相对较小,如入口压力 1500Pa 时抽速比 6:1,入口压力 7500Pa 时抽速比 2:1,防止转子过热膨胀卡死。入口压力极低(<1Pa)或前级泵启用气镇阀时,建议采用双级前级泵,保证前级压力稳定。短时间启动过载(几分钟内)通常不会损坏电机,但长期超压差运行需避免。大气喷射液环罗茨真空机组源头厂家罗茨真空机组为汽轮机试验舱快速抽气,30 分钟内可达目标真空度。

罗茨真空机组的有效抽气量为理论抽气量与间隙返流量之差,返流量包括两部分:转子与泵腔间隙的泄漏量(与间隙流导、前后级压力差相关),以及转子吸附解吸、有害空间带气导致的返流。零流量压缩比是关键参数,与气体种类、出口压力相关,在 10⁰Pa 附近达最大值,大容量机组因几何抽速远大于间隙流导,压缩比更高。双级机组的压缩比约为单级乘积,可获得更低极限压力,例如单级压缩比 10 的机组,双级串联后压缩比可达 100,极限压力大幅降低。通过匹配前级泵抽速,可优化容积效率,一般容积效率需保持在 0.7 以上,确保机组有效抽速稳定。
在分子蒸馏处理化工中间体的过程中,罗茨真空机组展现出高效稳定的性能。化工中间体如聚乙二醇的提纯,需要在高真空下去除低沸点杂质,传统蒸馏方法易导致产品分解。罗茨真空机组能快速建立并维持10-3Pa的高真空环境,使中间体在较低温度下实现分离提纯。机组的抗腐蚀设计可适应化工物料的特性,避免设备被腐蚀损坏。某化工企业使用该机组后,聚乙二醇的纯度从92%提升至99.5%,杂质含量降低至0.1%以下,产品达到医药级标准,拓展了产品的应用领域,提高了经济效益。罗茨真空机组采用罗茨泵 + 水喷射泵组合,集成化设计可直接投用。

真空热处理行业的模具真空回火工艺中,罗茨真空机组解决了传统回火工艺的诸多弊端。模具回火需要精确控制温度和真空环境,以消除淬火应力,提升模具的韧性和尺寸稳定性。罗茨真空机组具有抽速大、真空度稳定的特点,能快速将回火炉内的真空度抽至工艺要求范围,并在整个回火过程中维持稳定。机组的抗高温性能良好,可适应回火炉内的高温环境,确保长期稳定运行。某模具制造厂引入该机组后,模具的变形量从原来的0.5mm控制在0.1mm以内,模具的使用寿命提升了1.5倍,同时减少了模具的返工率,提高了生产效率。罗茨真空机组采用磁悬浮轴承技术,摩擦损耗降低 90% 且运转更平稳。辽宁水环罗茨真空机组
罗茨真空机组极限真空度低至 5Pa,较传统单级水环泵提升两个数量级。滑阀罗茨真空机组制造商
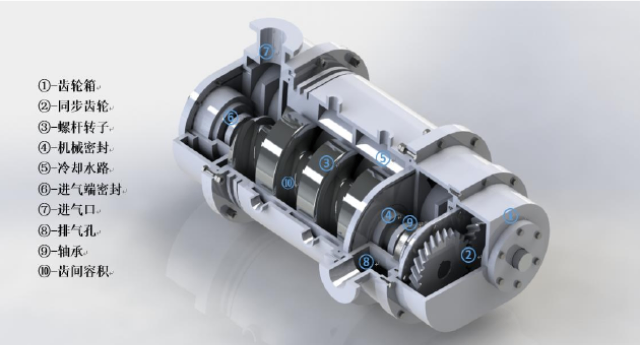
罗茨真空机组**为双转子结构,转子呈对称形状(如两叶、三叶),反向同步转动,转子间、转子与泵腔壁间保留 0.15-1.0mm 间隙,无摩擦接触,无需泵腔润滑,*轴承与齿轮需润滑。卧式结构重心低,高速运转(1500-3000r/min)时稳定性好,气体垂直流动便于排除灰尘与冷凝物。机组通常配备旁路溢流阀,可在大气压力下启动,通过调节砝码控制许可压力差,避免启动过载,缩短抽气时间 30%-50%。高精度齿轮传动使转子同步性好,运行噪声低,结构紧凑占地面积小,适合工业场景的密集布局。滑阀罗茨真空机组制造商
马德宝真空设备集团有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马德宝真空设备集团供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
罗茨机组设计寿命通常为 8 年,但实际寿命受介质特性、润滑状态与运行负荷三重因素影响,偏差可达 50% 以上。介质方面,处理含硫、氯等腐蚀性气体(如化工尾气)时,若未采用防腐材质,泵体腐蚀速率可达 0.2mm / 年,寿命缩短至设计值的 40%(* 3-4 年);而处理干燥洁净空气时,寿命可延长至 10 年以上。润滑状态直接影响传动系统寿命,润滑油含水量>0.5% 时,齿轮磨损速率增加 3 倍,转子同步性偏差超 0.05mm,引发振动增大(从 0.5mm/s 升至 1.2mm/s);润滑油每超期 1000 小时更换,轴承寿命减少 20%。运行负荷方面,长期超压差工作(如许可压差 10⁴Pa 时...
- 油环罗茨真空机组极限压力 2026-03-08
- 防腐罗茨真空机组供应商 2026-03-06
- 热处理罗茨真空机组常见故障 2026-03-04
- 化工罗茨真空机组供应商 2026-03-04
- 天津罗茨真空机组工作原理 2026-03-03
- 陕西罗茨真空机组哪个品牌好 2026-03-03
- 食品冷冻干燥罗茨真空机组报价 2026-03-03
- 安徽罗茨真空机组推荐厂家 2026-03-03
- 安徽液环罗茨真空机组 2026-03-03
- 江西罗茨真空机组说明书 2026-03-03

- 气冷罗茨真空机组哪家好 2026-03-02
- 双罗茨真空机组故障 2026-03-02
- 环保行业罗茨真空机组抽气速率 2026-03-02
- 天津罗茨真空机组品牌 2026-03-02
- 内蒙古罗茨真空机组原理 2026-03-02
- 四川罗茨真空机组 2026-03-02


- 螺杆真空泵配件 03-10
- 京津冀半导体螺杆真空泵常见故障 03-10
- 真空浇铸真空系统组成 03-10
- 河北直销真空泵厂家设备 03-10
- 广东专业真空泵厂家电话 03-10
- 山东马德宝真空泵厂家实力 03-09
- 广东螺杆真空泵厂家地址 03-09
- 防爆真空系统安装 03-09
- 罗茨大气喷射真空系统案例 03-09
- 山东马德宝真空泵厂家地址 03-09