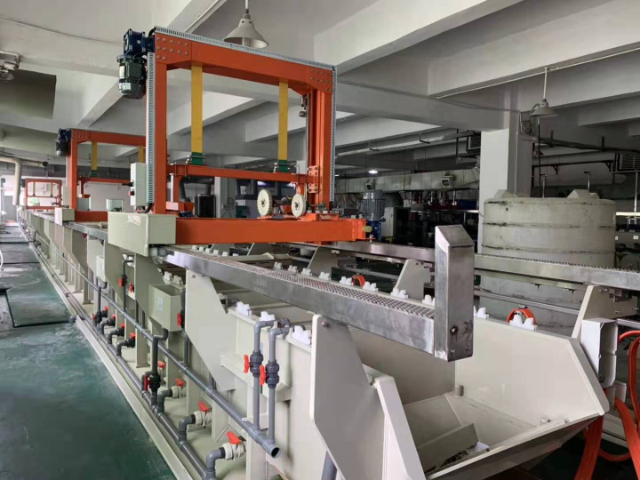
阳极氧化线的主要组成部分 1. 前处理系统 目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。 工序: 除油-碱蚀 / 酸洗-多级水洗 2. 阳极氧化处理系统 氧化槽: 材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
废气净化设备的技术升级与环保效益:电镀废气处理设备通过多级净化技术实现达标排放。酸雾净化塔采用逆流喷淋+纤维除雾工艺,对HCl、H₂SO₄等酸性废气的去除率达99%以上。工厂新增活性炭吸附+催化燃烧装置,将VOCs浓度从200mg/m³降至15mg/m³以下。设备集成在线监测仪表,实时显示废气流量、温度和污染物浓度,超标时自动触发应急处理程序。在镀铬车间,采用离子液吸收技术替代传统碱液,吸收效率提升至98%,同时降低30%的药剂消耗。通过废气处理设备升级,企业可满足《电镀污染物排放标准》(GB21900-2008)特别排放限值要求。挂镀导电装置采用磷铜合金挂具,表面镀硬铬增强导电性,减少接触电阻导致的镀层不均问题。加工电镀设备生产过程

如何选购适合的电镀设备:
一、明确需求镀种与工艺
确定需处理的材料(金属、塑料等)及目标镀层(镀锌、镀镍、镀铬、贵金属等)。
选择对应工艺:挂镀(适合大件)、滚镀(适合小件)、连续电镀(线材/带材)或脉冲电镀(高精度需求)。
产能规划:估算日均产量(如1000件/天)及未来扩展需求,避免设备超负荷或闲置。
产品特性:若涉及精密零件(如电子接插件)、复杂形状件(如汽车轮毂),需设备具备高均匀性镀层能力。
二、评估设备技术参数
电源系统
整流器稳定性(波纹系数<5%)和调节精度(如0-500A可调),直接影响镀层质量。
节能型高频电源比传统硅整流器省电20%-30%。
槽体设计材质耐腐蚀性:PP、PVC或钛合金槽体,适应强酸/强碱环境。
槽液循环过滤系统:确保镀液清洁度,减少杂质导致的镀层缺陷。自动化程度手动设备(低成本,适合小批量)VS全自动线(机械臂上下料+PLC控制,适合大批量)。
智能监控功能:实时监测温度、pH值、电流密度,自动报警并调节。 湖北随州电子元器件电镀设备环保型电镀设备的废气收集系统采用蜂窝状活性炭吸附塔,深度处理酸雾废气,确保排放达标。

电镀前处理废气设备有哪些?
集气罩:根据前处理设备形状、废气散发特点定制,如槽边侧向集气罩等,可高效收集废气,常见材质有 PP 等耐腐蚀材料 。
通风管道:多选用耐腐蚀的 PP 材质,用于连接抽风设备各部件,将废气输送至处理设备,其设计需考虑废气流量、阻力等因素 。
引风机:常安装在输送通道出风口处,为废气的抽取和输送提供动力 ,可根据实际需求选择不同规格和性能的引风机。
此外,一些抽风装置还可能配备过滤处理箱、活性炭吸附网板等,用于对废气进行初步过滤、吸附,减少大颗粒杂质等对风机的损害 。
全自动磷化线
一种用于金属表面处理的自动化生产线,通过化学磷化工艺在金属表面形成一层磷酸盐转化膜,以提升金属的耐腐蚀性、涂装附着力和润滑性能
一、基本概念
1.磷化(Phosphating)是一种化学表面处理技术,利用磷酸盐溶液与金属(如钢铁、锌、铝等)发生反应,生成一层致密的磷酸盐晶体膜(如磷酸铁、磷酸锌)
功能:防锈、增强涂层附着力、减少摩擦、延长金属寿命
2.全自动磷化线通过自动化设备实现磷化工艺全流程无人化操作,覆盖预处理、磷化、后处理等环节。
二、组成
1.预处理单元
脱脂槽:去除金属表面油污
酸洗槽:氧化皮和锈迹
水洗槽:冲洗残留化学药剂
2.磷化处理单元
磷化槽:主反应区,金属浸泡或喷淋磷化液,生成转化膜
温度与浓度控制:通过传感器和自动加药系统维持工艺参数稳定
3.后处理单元
封闭/钝化槽:增强磷化膜耐腐蚀性
烘干系统:热风或红外烘干,避免水痕残留
4.自动化系统
输送装置:传送带、机械臂或悬挂链,精细控制工件移动
PLC控制:集成温控、液位监测、流程时序管理
数据监控:实时记录工艺参数,支持远程操作与故障诊断
三、工作流程
上料 → 脱脂 → 水洗 → 酸洗 → 水洗 → 表调(调整表面活性)→ 磷化 → 水洗 → 钝化 → 烘干 → 下料。
电镀槽体的防腐内衬采用聚四氟乙烯(PTFE),耐受强酸碱与高温,延长设备使用寿命 30% 以上。
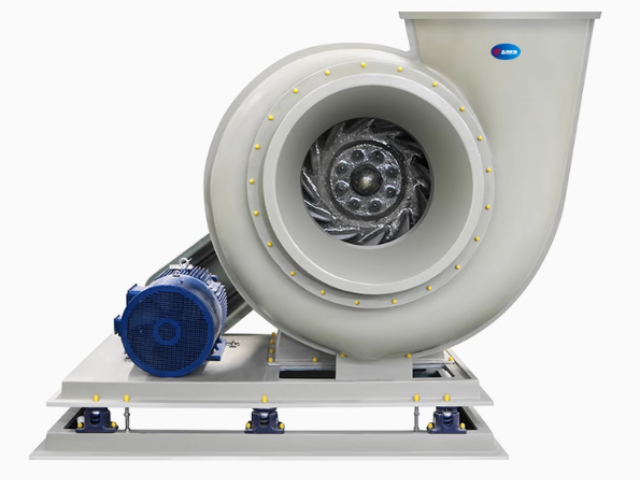
玻璃钢离心风机是采用玻璃纤维增强塑料(FRP)制造的离心式通风设备,由玻璃钢叶轮、机壳及金属支架构成。工作时电机驱动叶轮高速旋转,通过离心力将气体甩出机壳,叶轮中心形成负压持续吸入气体,实现高效输送。其特点包括:1. 耐酸碱盐腐蚀,适用于化工、污水处理等腐蚀性环境;2. 重量轻强度高,便于运输安装且结构稳定;3. 低噪音设计,适合对环境要求高的场所;4. 可定制化适配不同风量风压需求。广泛应用于工业废气处理(如化工废气、冶金粉尘)、环保工程(污水处理厂除臭、垃圾站换气)及民用通风(商场空调、住宅排油烟)等领域,兼具耐候性与经济性工件篮设备用于篮镀工艺,网孔大小根据工件尺寸定制,兼顾电解液流通性与防止小件掉落。加工电镀设备生产过程
在线监测设备搭载 AI 算法,实时分析镀层缺陷(如麻点、漏镀),自动调整电流参数提升良品率。加工电镀设备生产过程
环保与安全合规性
废水废气处理设备是否集成循环过滤系统(如RO反渗透膜)?能否达到《电镀污染物排放标准》(GB21900-2008)。酸雾收集装置(如侧吸风+喷淋塔)是否完善,避免车间环境污染。安全设计防漏电保护(双重绝缘+接地报警)、紧急停机按钮、防腐蚀外壳等。符合国家《机械电气安全标准》(GB5226.1)。
成本与投资回报分析
初期投入
设备价格:小型手动线约5-15万元,全自动线可达百万元以上。
配套成本:废水处理设施、车间改造、环评审批费用。
运营成本
能耗(电费占成本30%-50%)、耗材(阳极材料、滤芯)、人工费用。
维护成本:易损件(加热管、泵)更换频率及价格。
回报周期
高附加值产品(如镀金饰品)可能3-6个月回本,普通镀锌件需1-2年。 加工电镀设备生产过程
与电镀设备相关的文章

经济型电镀设备供应商家
- 自动化电镀设备周边设备 2025-11-11
- 广东超声波电镀设备 2025-11-11
- 江苏脉冲电镀设备 2025-11-11
- 医疗器材电镀设备厂家直销 2025-11-11
- 手动电镀设备生产过程 2025-11-10
- 湖北随州新能源电镀设备 2025-11-10
- 国产电镀设备产业 2025-11-10
- 重庆电镀设备厂家直销 2025-11-10
- 贵州超声波电镀设备 2025-11-10
- 广东防爆型电镀设备 2025-11-09
- 福建电镀设备生产线 2025-11-09
- 四川国产电镀设备 2025-11-09
与电镀设备相关的产品


与电镀设备相关的新闻
-
湖南连续电镀设备 2025-11-08 05:08:36半导体滚镀设备 是一种于半导体制造中金属化工艺的精密设备,主要用于在半导体晶圆、芯片或微型元件表面沉积均匀的金属镀层。其在于通过可控的电化学或化学镀工艺,实现高精度、高一致性的金属覆盖,满足集成电路封装、先进封装及微机电系统等领域的特定需求 与传统滚镀不同,半导体滚镀更注重工艺洁净度...
-
深圳电镀设备周边设备 2025-11-07 03:08:24如何选择适合的电镀周边设备? 需结合工艺需求、生产规模、预算及环保要求,以下建议: 一、明确需求 1.工艺类型根据镀层种类选择设备,例如镀铬需耐高温镀槽,镀金需高精度整流器。前处理/后处理流程决定是否需要超声波清洗机、甩干机等配。 2.生产规模中小批量:优先选择模块化设备...
-
脉冲电镀设备厂家直销 2025-11-07 00:19:30除油超声波清洗机设备特点:槽体设计为全不锈钢结构,整体美观大方,采用SUS304/316L不锈钢板成型,坚固耐用。功能完善,安装简单方便,易操作,安全可靠。采用质量换能器和独特发生器,超声强劲有力,搭配日本震头,确保清洗力强且经久耐用。配备自动温控加热装置,温控范围为室温~100℃。超声波槽体与发生...
-
深圳自动化电镀设备 2025-11-06 04:09:07滚镀机的工作原理 将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。 优势: 高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。 低成本:...
与电镀设备相关的问题
新闻资讯
产品推荐
-

浙江箱式冷水机
2026-01-07 -

镀镍/镀锌使用冷水机性能
2026-01-07 -

半波整流机
2026-01-07 -

电镀重金属废水冷却净化冷水机
2026-01-07 -
电镀精密电子元件微型冷水机组
2026-01-07 -

定制化整流机生产企业
2026-01-07 -

冷水机厂家
2026-01-07 -

电镀整流机工作原理
2026-01-07 -

安徽零废水电镀冷水机
2026-01-07