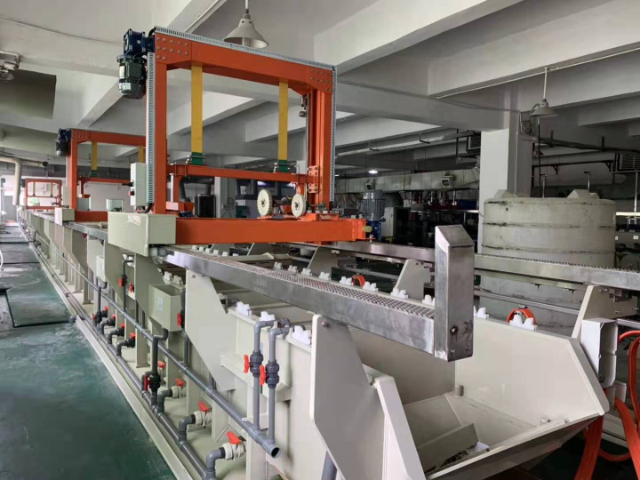
阳极氧化线的主要组成部分 1. 前处理系统 目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。 工序: 除油-碱蚀 / 酸洗-多级水洗 2. 阳极氧化处理系统 氧化槽: 材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。...
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
半导体挂镀设备
1.基本原理与结构
挂镀工艺:晶圆固定在挂具上,浸入电镀液,通过精细控制电流、电压及溶液成分,在表面沉积均匀金属层。
组件:
电镀槽:耐腐蚀材质,配备温控、循环过滤系统,维持镀液均匀性
挂具与阳极:钛或铂金阳极,挂具设计适配晶圆尺寸,确保电场分布均匀
自动化传输:机械臂自动上下料,减少人工污染风险
控制系统:PLC/计算机实时调控电流密度、电镀时间、pH值等参数
2. 关键技术优势
高均匀性:通过脉冲电镀或水平电镀技术(如ECP),减少边缘效应,实现亚微米级镀层均匀性
低缺陷率:镀液杂质控制(<0.1ppm)与膜厚在线监测,降低孔洞、结节等缺陷
高产能:支持多晶圆并行处理
3. 典型应用场景
芯片制造:
铜互连:在逻辑芯片中沉积多层铜导线,替代传统铝工艺以降低电阻
TSV填充:为3D封装提供垂直导电通道,实现芯片堆叠
先进封装:
凸块电镀:在晶圆表面形成锡、铜柱凸块,用于Flip-Chip键合
RDL(重布线层):沉积铜层实现芯片I/O端口的重新布局
总结
半导体挂镀设备通过精密电化学控制与自动化技术,解决了纳米级金属沉积的均匀性与可靠性难题,是先进芯片制造与封装的装备。其性能直接关联芯片的导电性、散热及良率 无氰电镀设备配套活化剂与络合剂,替代传统含氰工艺,在保障镀层质量的同时提升安全性。手动电镀设备生产过程

深圳志成达设计的自动加药机设备,如何在电镀厂使用?
按电镀工艺药剂添加
分化学镍自动加药设备:通过先进传感器和控制系统,实时监测化学镍溶液浓度、pH值、温度等参数,依预设工艺要求自动调整添加剂加入量,保障溶液稳定性,提高电镀产品一致性与质量。还具备高效节能特点,减少化学品浪费与环境污染,同时减轻工人劳动强度。
电镀药水全自动添加系统:如秒准MAZ-XR300A18,基于莫塞莱定律和比尔-朗伯定律,利用软X射线和可见光谱对电镀液中金属离子(如Ni²⁺、Sn²⁺等)和非金属组分(如磷酸、氢氧化钠等添加剂)进行定性、定量分析。具备自清洗功能,支持多通道采样,可全组分在线分析,适用于高温强腐蚀性环境,安全性高。
按功能用途分
pH自动加药机:用于维持电镀液pH值稳定。电镀过程中,pH值变化会影响镀层质量,该设备通过pH传感器实时监测,当pH值偏离设定范围,自动控制加酸或加碱泵添加相应药剂,使pH值保持在合适区间。
光亮剂自动加药机:光亮剂能提升电镀层光亮程度和表面质量。此设备依据电镀液中光亮剂浓度变化,自动添加光亮剂,保证镀层外观质量稳定,避免因光亮剂不足或过量导致镀层发暗、出现条纹等问题。 手动电镀设备生产过程温控设备集成加热管与冷水机,准确调节镀液温度(如镀硬铬需 50-60℃),确保电化学反映在好的区间进行。

电泳生产线的特点
1.高效均匀
涂层厚度可控(通常 5~30μm),且无论工件形状多复杂(如内腔、焊缝),均可通过电场均匀覆盖,尤其适合结构复杂的工件(如汽车车身)。
2.环保节能
电泳漆以水为溶剂,VOC(挥发性有机物)排放低,符合环保要求;电能和涂料利用率高,浪费少。
3.高防腐性
阴极电泳涂层具有优异的耐腐蚀性,是汽车车身防腐的工艺(如汽车底漆耐盐雾测试可达 1000 小时以上)。
4.自动化程度高
从工件上线到涂层固化全流程自动化,减少人工干预,提高生产效率和一致性。
5.适用范围广
适合批量生产,工件材质包括金属(钢铁、铝、锌合金等)、塑料(需导电处理)等。
电镀前处理废气设备有哪些?
集气罩:根据前处理设备形状、废气散发特点定制,如槽边侧向集气罩等,可高效收集废气,常见材质有 PP 等耐腐蚀材料 。
通风管道:多选用耐腐蚀的 PP 材质,用于连接抽风设备各部件,将废气输送至处理设备,其设计需考虑废气流量、阻力等因素 。
引风机:常安装在输送通道出风口处,为废气的抽取和输送提供动力 ,可根据实际需求选择不同规格和性能的引风机。
此外,一些抽风装置还可能配备过滤处理箱、活性炭吸附网板等,用于对废气进行初步过滤、吸附,减少大颗粒杂质等对风机的损害 。 悬挂传输设备以链条或龙门架为载体,实现工件在各槽体间自动转移,减少人工干预并提高生产节奏。

电镀设备的组成
1.电解电源系统
提供稳定直流电,通常采用高频开关电源或硅整流器,电压范围0-24V,电流可调至数千安培,满足不同镀种需求。
2.电解槽体结构
耐腐蚀材质槽体(如PP/CPVC/PVDF),尺寸设计依据生产需求,典型容积0.5-10m³,配置防渗漏双层结构。
3.电极系统
阳极组件:可溶性金属(如镍板)或不溶性阳极(钛篮+金属球),配置阳极袋防止杂质扩散
阴极挂具:定制化设计,确保工件均匀受镀,接触电阻<0.1Ω
4.工艺控制系统
温控精度±1℃,流量控制误差<5%
在线pH监测(±0.1精度)
安培小时计控制镀层厚度
设备分类与技术参数
类型 适用场景 产能(㎡/h) 厚度均匀性 典型配置
挂镀线 精密零部件 0.5-2 ±5% 多工位龙门架,PLC控制 滚镀系统 小件批量处理 3-8 ±15% 六角滚筒,变频驱动 连续电镀线 带材/线材 10-30 ±8% 张力控制+多槽串联 选择性电镀 局部强化 0.1-0.5 ±3% 数控喷射装置,微区控制 自动化电镀设备集成 PLC 控制系统,联动传输装置实现工序时间、电压参数准确控制,提升效率。新能源电镀设备配件
连续镀生产线的导电辊镀覆耐磨碳钨涂层,降低钢带传输摩擦,避免划伤与镀层缺陷。手动电镀设备生产过程
电泳生产线的主要组成部分:
1.前处理系统
对工件表面进行清洗、除油、除锈、磷化(或钝化)等处理,确保表面洁净并增强涂层附着力。
设备包括:预清洗槽、脱脂槽、酸洗槽、磷化槽、水洗槽、烘干炉等。
2.电泳槽系统
电泳主槽:容纳电泳液,工件在此进行涂装,槽体需恒温控制(通常 20~30℃)。
循环过滤系统:保持电泳液均匀,过滤杂质,防止颗粒污染涂层。
电源系统:提供直流电源,控制电压、电流参数,调节涂层厚度和质量。
超滤(UF)系统:分离电泳液中的水分和杂质,回收涂料并净化废水。
3.后处理系统
清洗工序:电泳后水洗(超滤水洗、纯水洗)去除工件表面残留的电泳液,避免杂质影响涂层质量。
烘干固化线:通过烘箱或隧道炉对湿膜进行高温固化(通常 160~200℃),形成坚硬的漆膜。
4.自动化控制系统
集成 PLC 或工业计算机,控制各工序的时间、温度、电压、液位等参数,实现全流程自动化。
配备输送系统(如悬挂链、滚床、机械手),实现工件的连续传输。 手动电镀设备生产过程
与电镀设备相关的文章

经济型电镀设备供应商家
- 自动化电镀设备周边设备 2025-11-11
- 广东超声波电镀设备 2025-11-11
- 江苏脉冲电镀设备 2025-11-11
- 医疗器材电镀设备厂家直销 2025-11-11
- 手动电镀设备生产过程 2025-11-10
- 湖北随州新能源电镀设备 2025-11-10
- 国产电镀设备产业 2025-11-10
- 重庆电镀设备厂家直销 2025-11-10
- 贵州超声波电镀设备 2025-11-10
- 广东防爆型电镀设备 2025-11-09
- 福建电镀设备生产线 2025-11-09
- 四川国产电镀设备 2025-11-09
与电镀设备相关的产品


与电镀设备相关的新闻
-
湖南连续电镀设备 2025-11-08 05:08:36半导体滚镀设备 是一种于半导体制造中金属化工艺的精密设备,主要用于在半导体晶圆、芯片或微型元件表面沉积均匀的金属镀层。其在于通过可控的电化学或化学镀工艺,实现高精度、高一致性的金属覆盖,满足集成电路封装、先进封装及微机电系统等领域的特定需求 与传统滚镀不同,半导体滚镀更注重工艺洁净度...
-
深圳电镀设备周边设备 2025-11-07 03:08:24如何选择适合的电镀周边设备? 需结合工艺需求、生产规模、预算及环保要求,以下建议: 一、明确需求 1.工艺类型根据镀层种类选择设备,例如镀铬需耐高温镀槽,镀金需高精度整流器。前处理/后处理流程决定是否需要超声波清洗机、甩干机等配。 2.生产规模中小批量:优先选择模块化设备...
-
脉冲电镀设备厂家直销 2025-11-07 00:19:30除油超声波清洗机设备特点:槽体设计为全不锈钢结构,整体美观大方,采用SUS304/316L不锈钢板成型,坚固耐用。功能完善,安装简单方便,易操作,安全可靠。采用质量换能器和独特发生器,超声强劲有力,搭配日本震头,确保清洗力强且经久耐用。配备自动温控加热装置,温控范围为室温~100℃。超声波槽体与发生...
-
深圳自动化电镀设备 2025-11-06 04:09:07滚镀机的工作原理 将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。 优势: 高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。 低成本:...
与电镀设备相关的问题
新闻资讯
产品推荐
-

R6000 系列工业整流机百度百科
2026-01-11 -

河南风冷式冷水机
2026-01-09 -

紧凑型整流机工作原理图解
2026-01-09 -
镀镍整流机工作原理图解
2026-01-09 -

福建防结晶电镀冷水机
2026-01-09 -
江苏大型冷水机
2026-01-09 -

山东风冷螺杆式冷水机
2026-01-09 -

紧凑型整流机型号
2026-01-09 -

福建工业冷水机
2026-01-09