阳极氧化线的主要组成部分 1. 前处理系统 目的:表面油污、氧化皮和杂质,确保氧化膜与基体结合牢固。 工序: 除油-碱蚀 / 酸洗-多级水洗 2. 阳极氧化处理系统 氧化槽: 材质:耐酸碱的 PP、PVC 或玻璃钢,内置阴极板(铅板、不锈钢)和导电装置。...
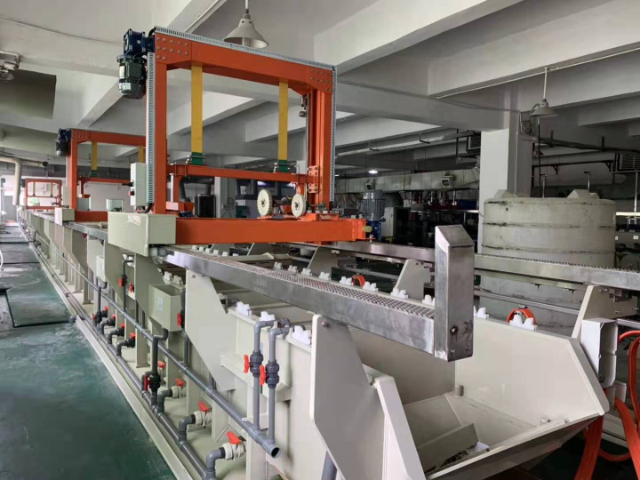
电镀设备基本参数
- 品牌
- 志成达
- 型号
- 志成达
- 基材
- PVC
电镀设备企业商机
电镀废气处理抽风设备分类:
按工作原理及结构分类:
离心风机:风压高、风量较大,适用于需要克服较大阻力
轴流风机:具有风量大、风压低的特点。适合在对通风量需求大、阻力较小的环境
屋顶风机:安装于电镀车间屋顶,可直接将车间内废气排至室外。其优点是不占室内空间,安装简便
防爆风机:针对电镀废气含易燃易爆气体(如有机溶剂挥发气)的情况设计,采用特殊防爆结构与材料,防止运行中产生电火花引发炸掉,保障生产安全
按材质及防腐特性分类
玻璃钢风机:处理电镀过程中产生的强腐蚀性酸碱废气,且质量较轻、强度较高、使用寿命长
不锈钢风机:用于对耐腐蚀有一定要求且废气中颗粒物磨损性较强的电镀废气抽取
防腐涂层或特殊防腐工艺处理的普通金属风机:抽风设备搭配集气罩、通风管道等部件,组成完整的抽风系统,将电镀废气高效收集并输送至后续处理设备,如酸雾净化塔、活性炭吸附装置等。
电镀废气处理抽风设备的组成:
自动线线外连接抽风系统
PP抽风管连接,抽风连接口采用方形变通连接室外抽风系统
可根据不同种类废气和不同排放量以及现场情形适当设计制,并负责安装调试,抽风效果好
适用于氧化、电镀、涂装、印刷等行业多种碱性、有毒气体抽排(退挂、除锈等)
镀镍设备配套活性炭吸附装置,定期去除镀液中有机杂质,防止细孔、麻点等镀层缺陷。广西电镀设备生产过程

滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 江苏脉冲电镀设备汽车轮毂电镀设备配置多轴旋转挂具,360 度无死角电镀,满足复杂曲面的均匀镀层要求。

环保与安全合规性
废水废气处理设备是否集成循环过滤系统(如RO反渗透膜)?能否达到《电镀污染物排放标准》(GB21900-2008)。酸雾收集装置(如侧吸风+喷淋塔)是否完善,避免车间环境污染。安全设计防漏电保护(双重绝缘+接地报警)、紧急停机按钮、防腐蚀外壳等。符合国家《机械电气安全标准》(GB5226.1)。
成本与投资回报分析
初期投入
设备价格:小型手动线约5-15万元,全自动线可达百万元以上。
配套成本:废水处理设施、车间改造、环评审批费用。
运营成本
能耗(电费占成本30%-50%)、耗材(阳极材料、滤芯)、人工费用。
维护成本:易损件(加热管、泵)更换频率及价格。
回报周期
高附加值产品(如镀金饰品)可能3-6个月回本,普通镀锌件需1-2年。
如何选择适合的电镀周边设备?
需结合工艺需求、生产规模、预算及环保要求,以下建议:
一、明确需求
1.工艺类型根据镀层种类选择设备,例如镀铬需耐高温镀槽,镀金需高精度整流器。前处理/后处理流程决定是否需要超声波清洗机、甩干机等配。
2.生产规模中小批量:优先选择模块化设备(如可扩展的镀槽、单机过滤机),降低初期投入。大规模量产:考虑自动化生产线(如机器人上下料、PLC集中控制系统),提升效率。
3.镀层质量要求高精度产品(如电子元件):需配备在线检测设备(如X射线测厚仪)、恒温恒湿控制系统。普通五金件:可选基础检测设备(如磁性测厚仪)。
二、关键设备选型要点
1.镀槽材质:酸性选聚丙烯(PP),高温强碱选聚四氟乙烯(PTFE)。尺寸:根据工件大小和产能计算槽体容积,预留10%-20%余量避免溢出。
2.整流器优先选择高频开关电源(节能30%以上),输出电流需覆盖最大负载的120%。复杂工艺(如脉冲电镀)需配置可编程整流器。
3.过滤系统精密电镀(如PCB):采用多级过滤(滤芯+超滤膜),精度≤1μm。常规电镀:选用袋式过滤机,精度5-25μm即可。
4.环保设备废气处理:酸雾量大时选喷淋塔+活性炭吸附废水处理:重金属废水需配备离子交换或反渗透(RO)系统 前处理电镀设备含除油、酸洗槽,除工件表面油污氧化皮,为镀层结合奠定基础。

废气净化设备的技术升级与环保效益:电镀废气处理设备通过多级净化技术实现达标排放。酸雾净化塔采用逆流喷淋+纤维除雾工艺,对HCl、H₂SO₄等酸性废气的去除率达99%以上。工厂新增活性炭吸附+催化燃烧装置,将VOCs浓度从200mg/m³降至15mg/m³以下。设备集成在线监测仪表,实时显示废气流量、温度和污染物浓度,超标时自动触发应急处理程序。在镀铬车间,采用离子液吸收技术替代传统碱液,吸收效率提升至98%,同时降低30%的药剂消耗。通过废气处理设备升级,企业可满足《电镀污染物排放标准》(GB21900-2008)特别排放限值要求。连续镀生产线的导电辊镀覆耐磨碳钨涂层,降低钢带传输摩擦,避免划伤与镀层缺陷。广东深圳防爆型电镀设备
电镀废水的重金属回收设备采用离子交换树脂,高效吸附镍、铜离子,实现资源循环利用。广西电镀设备生产过程
小型电镀设备是一种专为小规模生产、定制化需求或实验研发设计的紧凑型电镀装置。与传统大型电镀生产线相比,它体积小、操作灵活,兼具高效性与经济性,尤其适合中小企业、实验室、工作室或个性化产品加工场景:
1. 特点体积小巧:占地面积通常为2-5平方米,可轻松适配车间角落或实验室环境。
模块化设计:支持快速更换镀槽、电源和过滤系统,兼容镀金、镀银、镀镍、镀锌等多种工艺。
操作简便:采用一键式参数设置(如电流、时间、温度),无需复杂培训即可上手。
低能耗运行:小容量槽液设计减少化学试剂消耗,搭配节能电源,降低综合成本。
2. 典型应用场景小批量生产:如首饰加工、手表配件、工艺品等个性化订单的镀层处理。
研发测试:新材料(如钛合金、塑料电镀)的工艺验证,或镀液配方优化实验。
维修翻新:汽车零部件、电子元器件的局部修复电镀,避免大规模返工。
教育领域:高校或职业院校用于电镀原理教学与实操培训。
3. 优势低成本投入 广西电镀设备生产过程
与电镀设备相关的文章

经济型电镀设备供应商家
- 自动化电镀设备周边设备 2025-11-11
- 广东超声波电镀设备 2025-11-11
- 江苏脉冲电镀设备 2025-11-11
- 医疗器材电镀设备厂家直销 2025-11-11
- 手动电镀设备生产过程 2025-11-10
- 湖北随州新能源电镀设备 2025-11-10
- 国产电镀设备产业 2025-11-10
- 重庆电镀设备厂家直销 2025-11-10
- 贵州超声波电镀设备 2025-11-10
- 广东防爆型电镀设备 2025-11-09
- 福建电镀设备生产线 2025-11-09
- 四川国产电镀设备 2025-11-09
与电镀设备相关的产品



与电镀设备相关的新闻
-
湖南连续电镀设备 2025-11-08 05:08:36半导体滚镀设备 是一种于半导体制造中金属化工艺的精密设备,主要用于在半导体晶圆、芯片或微型元件表面沉积均匀的金属镀层。其在于通过可控的电化学或化学镀工艺,实现高精度、高一致性的金属覆盖,满足集成电路封装、先进封装及微机电系统等领域的特定需求 与传统滚镀不同,半导体滚镀更注重工艺洁净度...
-
深圳电镀设备周边设备 2025-11-07 03:08:24如何选择适合的电镀周边设备? 需结合工艺需求、生产规模、预算及环保要求,以下建议: 一、明确需求 1.工艺类型根据镀层种类选择设备,例如镀铬需耐高温镀槽,镀金需高精度整流器。前处理/后处理流程决定是否需要超声波清洗机、甩干机等配。 2.生产规模中小批量:优先选择模块化设备...
-
脉冲电镀设备厂家直销 2025-11-07 00:19:30除油超声波清洗机设备特点:槽体设计为全不锈钢结构,整体美观大方,采用SUS304/316L不锈钢板成型,坚固耐用。功能完善,安装简单方便,易操作,安全可靠。采用质量换能器和独特发生器,超声强劲有力,搭配日本震头,确保清洗力强且经久耐用。配备自动温控加热装置,温控范围为室温~100℃。超声波槽体与发生...
-
深圳自动化电镀设备 2025-11-06 04:09:07滚镀机的工作原理 将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。 优势: 高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。 低成本:...
与电镀设备相关的问题
新闻资讯
产品推荐
-

山东风冷螺杆式冷水机
2026-01-09 -

紧凑型整流机型号
2026-01-09 -

福建工业冷水机
2026-01-09 -

IGBT整流机定制
2026-01-09 -

江苏水冷式低温冷水机
2026-01-09 -

硬质氧化整流机接线步骤详解
2026-01-08 -
河南冷水机设备
2026-01-08 -

脉冲式整流机生产企业
2026-01-08 -

模块化整流机原理
2026-01-08