
- 品牌
- 赫曼/HIMEN
- 型号
- SL3、SL2、SL1、SL、SL5、SL6、
- 可售卖地
- 全
- 是否定制
- 是
赫曼液压:SL2型LPV系列比例伺服型与SL1型LP系列通断阀型顶升设备的技术特征比较,综合比较SL2型LPV系列相对SL1型LP系列,采用了比例伺服阀替代了通断阀,并增加了运动逻辑控制器专门处理传感器信息和运动控制指令发布,因此具备同步精度高,响应灵敏,顶升速度范围广,平稳升降无冲击的特点,同时系统也响应地昂贵。因为比例伺服阀工作压力的限制,液压油缸也体积也相对大很多。综合技术和经济性比较,两种同步系统类型各有各的适用场景。利用智能控制算法调节液压参数,实现各点升降速度和位移的精确匹配,确保同步顶升效果。山东SL6型SV系列同步顶升系统伺服控制
同步顶升系统
赫曼液压SL3型SP系列伺服控制智能型超高精度同步顶升与精确定位设备的使用和维护,确实需要一定的专业技能和知识。以下是清晰分点表示和归纳的所需技能: 归纳专业技能:使用和维护该设备需要一定的液压、电气和机械方面的专业知识,以及对系统工作原理和操作流程的深入理解。实践经验:通过实际操作和故障排除,积累丰富的实践经验,提高使用和维护效率。安全意识:始终将安全放在***位,遵守安全操作规程,确保人员和设备的安全。以上是使用和维护SL3型SP系列伺服控制智能型超高精度同步顶升与精确定位设备所需的主要技能。广东SL6型SV系列同步顶升系统智能型它在工业领域具有广泛的应用前景,并有助于提高生产效率和产品质量。

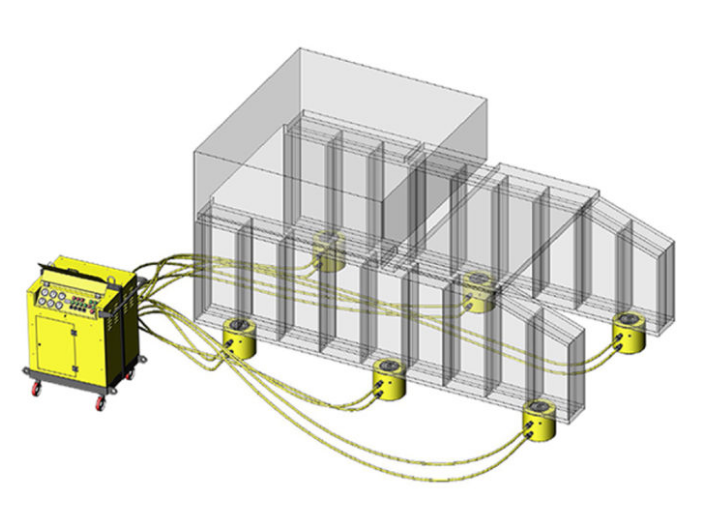
操作与控制使用和操作极其简单,可通过软管直接连接油缸即可使用。通过操作按钮、有线遥控或无线遥控即可完成全部同步动作,无需经过任何手动阀的设置。回程节流设计:设备具有回程节流设计,使得双作用油缸在重载下降过程中始终受控,保证了下降过程的安全性和稳定性。技术特点高精度:同步精度高达1%,确保多点顶升的高度一致。自动同步:同步控制自动实现,无需手动干预。操作便利:使用简单,可通过多种方式实现远程控制。**油路:每一路液压油路均为**输出,不受构件重量分布不均匀的影响。
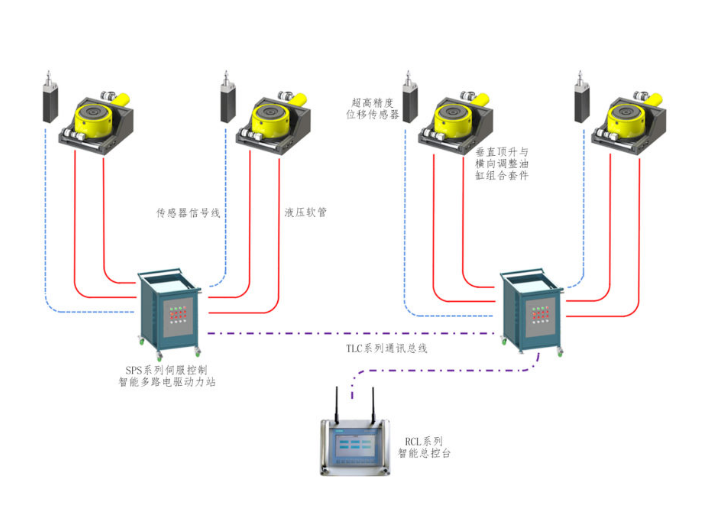
输出控制信号:根据同步控制策略,控制台产生相应的控制信号。这些控制信号通过通讯总线或无线通讯方式发送到各个执行设备(如泵站和传感器),以实现对它们的实际控制。反馈与优化:控制台不断监测执行设备的操作情况,并通过反馈信号收集执行设备的状态信息。根据反馈信息,控制台可以进一步优化同步控制策略,以达到更好的控制效果和更高的同步精度。特点与优势:采用PLC和WINDOWS控制软件,提供友好的人机操作界面,便于用户进行参数设置和常规操作。**多可实现100个同步点的位移同步控制,比较高同步顶升精度可达0.15mm。采用工业电脑和工业触摸屏,确保系统可靠稳定,使用便利。可连接外部决策系统,根据需要通过额外连接的电脑,显示决策需要的相应信息。同步顶升系统的技术支持和售后服务,让客户无后顾之忧。

通讯总线组网方式,一根通讯总线采用快插方式串联连接**同步控制台和多台同步泵站的PLC子站进行全部信息的通讯。模块化设计,每个**液压单元为一个模块。同步泵站,液压油缸,压力传感器,位移传感器和液压软管等组成一个同步顶升和下降的**单元,每个**单元之间采用通讯总线串联并与**同步控制台连接,组成完整系统。设备特点:操作方式:工业触摸屏本地或远程控制同步精度高;同步点数多;系统连接简洁;可模块化扩充。赫曼液压欢迎您的垂询!当设备到达预定位置时,系统能够自动调整伺服电机的运动状态,实现精确的定位控制。河北SL5型MP系列同步顶升系统
实时监测并调整各顶升点的升降状态,确保在复杂环境下仍能保持同步性和稳定性。山东SL6型SV系列同步顶升系统伺服控制
赫曼液压精细控制与监测:该设备具有自主产权的控制部分,可以设定同步千斤顶的数量(如1-32个或更多)、高低位置、压力、同步精度、位移、压力误差等,并具备设定报警功能。贴合功能可对地面或重物等不确定因素进行修正,具有位移、压力同步顶升和同步下降功能。三、技术特点便携性:设备设计紧凑,便于携带和现场快速部署。高精度:同步精度比较高可达设备内油缸全行程的1%,确保高精度同步。易操作:使用简单,通过软管直接连接油缸即可,同步控制自动实现。多功能性:可控制多个同步控制点,适用于不同规模的顶升作业。山东SL6型SV系列同步顶升系统伺服控制
赫曼液压,SL2型LPV系列比例伺服型与SL1型LP系列通断阀型顶升设备的技术特征比较,工作压力70MPa31.5MPa同步和定位精度同步和定位精度一般为1mm,比较高可达到0.15mm>同步和定位精度一般为1mm,比较高可达到0.01mm响应速度响应速度比较常规。通断阀和油缸之间一般存在液压软管;阀芯的开启和关闭行程长;采用**CPU系统单独实现电信号处理和运动指令的发布,响应速度慢。响应灵敏,速度快。比例伺服阀一般贴近油缸安装,之间一般不存在液压软管;阀芯的开启和关闭行程很短;采用**CPU系统和运动逻辑控制器组合实现电信号处理和运动指令的发布相应速度快。精确定位功能,满足高精度作业需求。...
- 湖北SL2型LPV系列同步顶升系统电脑控制 2024-08-23
- 天津SL5型VMP系列同步顶升系统智能型 2024-08-23
- 广东SL5型VMP系列同步顶升系统电脑控制 2024-08-23
- 山东SL多型多系列同步顶升系统 2024-08-23
- 上海SL3型SP系列同步顶升系统伺服控制 2024-08-22
- SEPC系列同步顶升系统多路智能控制 2024-08-22
- 湖北SL1型LP系列同步顶升系统伺服控制 2024-08-22
- 河北SL5型MP系列同步顶升系统多点多泵容积 2024-08-22
- 山东SL1型LP系列同步顶升系统多点多泵容积 2024-08-22
- 天津SL6型SV系列同步顶升系统PLC控制 2024-08-22



- 大连SL5型MP系列同步顶升系统电脑控制 2024-07-30
- 湖南SEPR 系列同步顶升系统多路智能控制 2024-07-30
- 湖北SL2型LPV系列同步顶升系统多点多泵容积 2024-07-30
- 山东SL多型多系列同步顶升系统便携型 2024-07-30
- 大连SL1型LP系列同步顶升系统电脑控制 2024-07-30
- 山东SL2型LPV系列同步顶升系统超高精度 2024-07-30





- 广东带轨道三维调整机稳压 09-13
- 辽宁重型设备三维调整机设备 09-12
- 江苏定位设备三维调整机船坞 09-11
- 山东双向固定型三维调整机参数 09-11
- 天津滚动型三维调整机船坞 09-11
- 山东滚动型三维调整机特点 09-11
- 山东定位系统三维调整机稳压 09-11
- 广东单向固定型三维调整机工况 09-11
- 辽宁自行走式三维调整机特点 09-11
- 山东滚动型三维调整机精确定位 09-11