- 品牌
- 名锵品牌
- 型号
- 通用
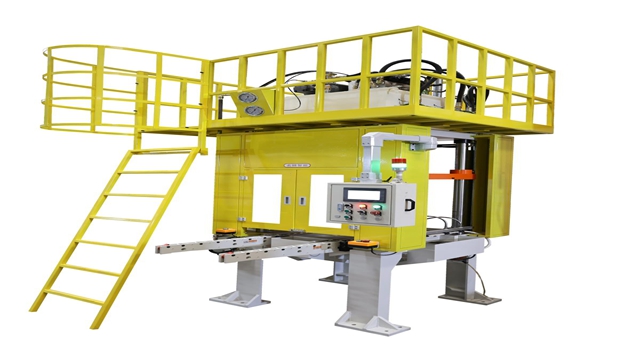
冲压设备是制造业中实现金属板材塑性成形的 装备,通过模具对金属或非金属材料施加压力,使其产生分离或塑性变形,从而获得所需形状和尺寸的工件。这类设备广泛应用于汽车、家电、电子、航空航天等诸多领域,小到手机外壳、电池极片,大到汽车车架、飞机零部件,其生产过程都离不开冲压设备的支撑。冲压设备的 优势在于生产效率高、加工精度稳定、材料利用率高,能够实现大批量标准化生产,相较于传统机械加工,大幅降低了单位工件的生产成本。随着制造业向智能化、自动化方向升级,冲压设备也在不断迭代,逐步融合了先进的传感技术、控制系统和机器人技术,进一步提升了生产的智能化水平和安全性。自动送料张力控制系统,确保超薄带材输送平稳不褶皱。重庆小型冲压设备厂家
模具与冲压设备的精细适配是保证冲压质量的关键,东莞市名锵智能科技有限公司在冲压设备的模具适配技术与工艺优化方面积累了丰富经验。公司研发的冲压设备采用模块化模具安装接口与高精度导向机构,确保模具定位精度达±,模具更换便捷高效;同时,基于不同产品的成型需求,提供模具设计咨询与工艺优化服务,通过模拟分析模具结构、冲压参数对产品质量的影响,优化模具型腔设计、冲压压力曲线与送料方式,减少产品毛刺、变形等缺陷。例如,针对复杂形状零件的冲压需求,采用“多工位连续模+分步冲压”工艺,配合冲压设备的可编程运动控制功能,实现复杂零件的一次成型;针对薄板材冲压易起皱的问题,优化模具压料装置与冲压速度参数,有效提升产品平整度。模具适配技术与工艺优化的结合,让名锵智能的冲压设备在各类复杂产品加工中均能保持优异的加工质量。 合肥小型冲压设备价格防尘防水伺服电机延长寿命,恶劣环境维护周期延长 3 倍。

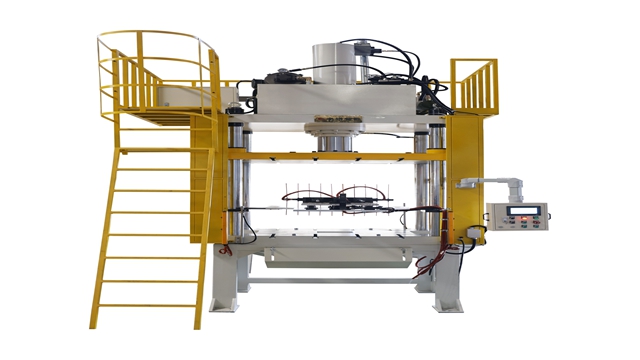
冲压设备的滑块运动控制是影响工件成形质量的关键因素,不同的冲压工序对滑块的运动轨迹和速度有不同的要求。例如,冲裁工序要求滑块在接近下死点时具有较高的速度,以保证材料的顺利分离,同时在分离后快速回程,提高生产效率;拉伸工序则要求滑块在拉伸过程中速度缓慢且均匀,以利于材料的流动,避免工件起皱或破裂,在拉伸完成后需要保压一段时间,减少工件的回弹。为了满足不同工序的需求,现代冲压设备采用了先进的控制系统,能够精确控制滑块的运动轨迹和速度。伺服冲压机通过伺服电机的精确控制,能够实现滑块运动轨迹的任意编程,如正弦曲线、梯形曲线、自定义曲线等,满足不同工件的成形需求;液压冲压机则通过调节液压阀的开度和流量,实现滑块速度的平稳调节和保压控制。通过精细的滑块运动控制,能够提高工件的成形质量,减少废品率。
物联网与工业互联网技术的融合,正推动冲压设备向智能化、网络化方向转型。东莞市名锵智能科技有限公司将物联网模块多面集成于冲压设备,实现设备、数据、人员的互联互通。通过在设备关键部位安装温度、压力、振动等传感器,实时采集设备运行数据与生产数据,上传至工业互联网平台进行集中管理与分析;平台可生成生产报表、设备运行报告、能耗分析报告等,为企业生产管理与决策提供数据支持;同时,支持多设备协同联动,实现生产线的智能化调度与优化。某汽车零部件企业通过部署名锵智能的物联网冲压设备,实现了多条生产线的集中监控与协同生产,生产计划达成率从85%提升至98%,设备利用率提升25%,产品交付周期缩短30%。物联网与工业互联网的融合应用,让冲压设备成为智能工厂的重要数据节点,为制造业数字化转型提供了基础支撑。 MES 系统无缝对接实现排程优化,生产计划完成率提升 15%。
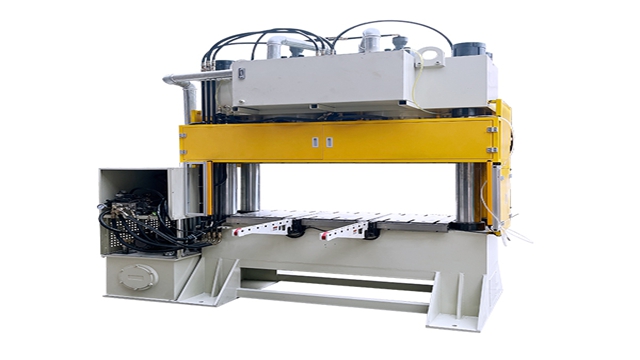
冲压设备的主要技术参数包括公称压力、滑块行程、滑块行程次数、闭合高度、工作台尺寸等,这些参数是选择冲压设备的重要依据。公称压力是指压力机滑块在到达下死点前一定距离内所能承受的最大压力,单位为千牛(kN),其大小决定了压力机能够加工的材料厚度和工件尺寸。滑块行程是指滑块从 上位置到 下位置的距离,单位为毫米(mm),行程越大,能够加工的工件高度越大,适用于深拉伸等需要大行程的工序。滑块行程次数是指滑块每分钟往复运动的次数,单位为次/分钟(spm),行程次数越高,生产效率越高,适用于大批量生产。闭合高度是指滑块在 下位置时,滑块底面与工作台面之间的距离,需要与模具的闭合高度相匹配,确保模具能够正常安装和工作。工作台尺寸则决定了能够安装的模具大小和工件的加工范围。液压系统模块化设计便于升级,可提高压力增加回路。江苏精密冲压设备解决方案
双手启动按钮防止误操作,确保操作人员双手在安全区域。重庆小型冲压设备厂家
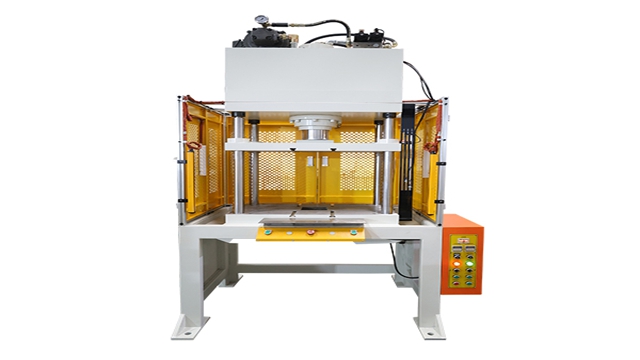
模具是冲压设备实现工件加工的关键配套部件,冲压设备与模具的匹配程度直接影响工件的加工质量和生产效率。不同类型的冲压工序需要配备相应的模具,如冲裁模、弯曲模、拉伸模、成形模等。冲裁模用于实现材料的分离,包括落料模、冲孔模、切断模等,其工作原理是通过凸模和凹模的配合,对材料施加剪切力,使材料沿轮廓线分离;弯曲模用于将平板材料弯成一定角度和形状的工件,通过凸模的压力使材料在凹模内发生塑性变形;拉伸模用于将平板材料拉伸成开口的空心工件,如杯子、壳体等,需要控制好拉伸速度和压力,避免工件出现起皱、破裂等缺陷。冲压设备的模具安装需要借助模柄、压板等部件固定在滑块和工作台上,安装过程中需要保证模具的中心线与压力机的中心线重合,以防止冲压过程中模具受力不均导致损坏。重庆小型冲压设备厂家

- 韶关全自动冲压设备出厂价 2026-01-17
- 湛江压铸岛冲压设备价格 2026-01-17
- 韶关定制冲压设备厂家 2026-01-17
- 韶关伺服冲压设备解决方案 2026-01-16
- 南京冲压设备费用 2026-01-16
- 广州液压冲压设备费用 2026-01-16
- 杭州机械冲压设备 2026-01-16
- 宁波汽车冲压设备解决方案 2026-01-16