- 品牌
- 明晟光普
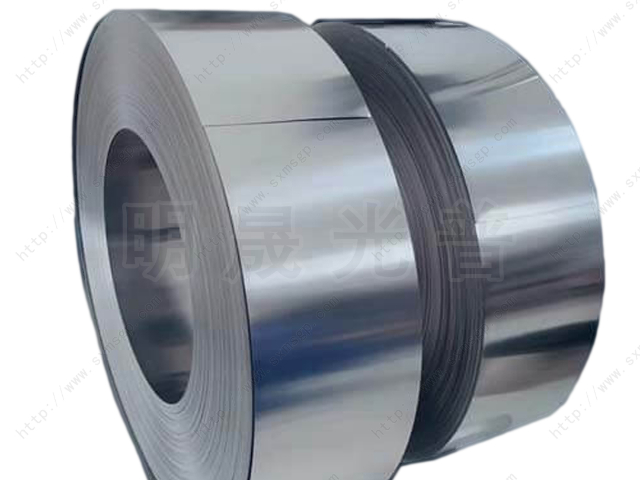
- 牌号
- Ni99.99
- 材质
- 镍钴合金
镍带是指以金属镍或镍合金为原料,通过熔炼、锻造、轧制、热处理、精整等一系列工艺加工而成的带状产品,通常厚度范围为0.01-2mm,宽度可根据需求定制(一般为5-500mm),长度可达数百米甚至千米级。其特性源于镍金属本身的优势并通过加工工艺进一步优化:首先是优异的导电性,纯镍的导电率约为铜的60%(22MS/m),且在低温至高温环境下导电性稳定,适用于电子传输场景;其次是良好的耐腐蚀性,常温下镍表面会形成一层致密的氧化膜,可抵御大气、水、中性盐溶液的侵蚀,在弱酸性环境中也能保持稳定,镍合金带(如镍-铜、镍-铬合金)的耐腐蚀性更优;再者,镍带具备良好的塑性与可加工性,通过冷轧可制成超薄带材,经过退火处理后能恢复柔韧性,可进行弯曲、冲压、焊接等二次加工;此外,镍带还具有一定的力学性能,冷轧态镍带抗拉强度可达600MPa以上,退火态则兼具强度与韧性,能满足不同场景的结构支撑需求。家具制造材料研究中用于承载木材或其他材料,进行高温实验,提升家具质量。韶关哪里有镍带制造厂家
镍带生产涉及高温、高压、化学品(如硝酸、硫酸),需建立严格的安全与环保管控体系,保障员工安全与环境友好。安全方面,高温设备(熔炼炉、退火炉)配备温度超限报警装置与灭火系统(如二氧化碳灭火器),防止火灾;高压设备(液压系统)定期进行耐压测试,避免泄漏;化学品储存需分区分类,硝酸、硫酸等腐蚀性化学品单独存放于防腐储罐,配备通风系统与应急吸附棉;员工需进行安全培训,持证上岗,操作时穿戴耐高温手套、护目镜、防腐工作服等防护装备。环保方面,酸洗废水经处理系统(中和池、沉淀池、过滤池)处理,pH值调节至6-9,重金属含量≤0.1mg/L,达标后排放或循环利用;废气(如熔炼炉尾气、酸洗挥发气)经除尘、脱硫装置处理,颗粒物排放浓度≤10mg/m³,符合国家标准;固废(如废镍渣、废包装材料)分类处理,可回收镍渣送专业厂家回收,不可回收固废交由资质单位处置。建立EHS(环境、健康、安全)管理体系,定期进行安全审计与环保监测,确保生产过程合规。韶关哪里有镍带制造厂家农药研发实验里用于承载农药原料,在高温反应中优化配方,提高农药效果。

柔性电子设备(如柔性屏、可穿戴医疗设备)对材料的柔韧性与耐久性要求极高,柔性可折叠镍带通过超薄化与结构设计,实现优异的折叠性能。采用精密轧制结合退火工艺,制备厚度10-20μm的超薄镍带,再通过激光切割制作出“波浪形”“网格状”等柔性结构,使镍带可实现180°折叠,折叠次数达10万次以上仍无裂纹,且导电性衰减≤5%。柔性镍带在柔性屏中用作柔性电路的导电总线,其良好的导电性与柔韧性可适配屏幕的反复折叠,避免传统刚性导线断裂导致的显示故障;在可穿戴医疗设备(如智能手环、动态心电监测仪)中,作为柔性电极与传感器的载体,可贴合人体皮肤,实现生理信号(如心率、血氧)的长期稳定监测,同时耐受日常弯曲与拉伸,拓展了镍带在柔性电子领域的应用空间,推动柔性电子设备向更轻薄、更耐用方向发展。
传统镍带制造依赖轧制、剪切等工艺,难以实现复杂异形结构与内部精细通道的一体化成型。3D打印技术(如选区激光熔化SLM、电子束熔融EBM)为异形镍带制造提供新路径。以SLM工艺为例,采用粒径20-50μm的纯镍粉,通过激光逐层熔融堆积,可直接制造带有内部流道、镂空结构的异形镍带,成型精度达±0.02mm。在新能源电池领域,3D打印异形镍带用于制造电池极耳的复杂连接结构,内部流道可实现散热优化,解决传统极耳散热不均导致的局部过热问题;在航空航天领域,3D打印镍合金异形带用于发动机燃油喷嘴部件,复杂流道设计提升燃油雾化效率40%,同时减轻部件重量15%。3D打印还支持小批量、定制化生产,将新产品研发周期从传统3个月缩短至2周,为特殊场景(如医疗植入、精密仪器)的快速适配提供可能,拓展了镍带的结构设计空间。性价比高,相比其他材质同类产品,性能且价格合理,降低使用成本。

镍带生产需遵循严格的行业标准与质量体系,确保产品质量统一与市场认可度。国际标准方面,主要遵循ASTM(美国材料与试验协会)标准(如ASTMB193《镍及镍合金带材、板材和卷材标准规范》)、ISO(国际标准化组织)标准(如ISO6208《镍及镍合金带材、板材和卷材》),规定了镍带的化学成分、力学性能、尺寸公差、表面质量等要求。国内标准方面,执行GB/T2072《镍及镍合金带、箔材》,针对不同用途镍带(如电子用、结构用)制定差异化指标,例如电子用镍带纯度需≥99.95%,结构用镍合金带抗拉强度需≥600MPa。企业需建立ISO9001质量管理体系,耐碱性能突出,在涉及碱性物质的实验或工业流程,如碱液浓缩中,可安全盛放物料。韶关哪里有镍带制造厂家
作为晶圆烧结载体,利用镍高度磨光与抗腐蚀特性,提升粉状硅晶烧结后晶圆的表面光洁度。韶关哪里有镍带制造厂家
生产与应用中,镍带常出现表面划痕、厚度不均、力学性能不达标等质量问题,需有系统的排查思路。表面划痕多源于轧制环节,需检查轧辊表面是否有异物(如金属碎屑),定期用金相砂纸研磨轧辊(粒度800-1200目),同时调整带材张力,避免带材与导辊摩擦过大;厚度不均多因轧机辊缝调整不当,需定期校准轧机压力传感器,确保辊缝均匀,同时采用多道次轧制,每道次压下量控制在10%-15%,逐步减薄;力学性能不达标多与热处理参数相关,若强度过低,需降低退火温度或缩短保温时间;若韧性不足,则需提高退火温度或延长保温时间。此外,建立质量追溯体系很关键,为每卷镍带分配编号,记录生产参数与检测数据,出现问题时能快速定位原因,减少重复故障。韶关哪里有镍带制造厂家
- 内江哪里有镍带源头供货商 2025-11-27
- 萍乡镍带生产厂家 2025-11-17
- 嘉峪关镍带供应 2025-11-02
- 延安镍带厂家直销 2025-10-31
- 韶关哪里有镍带制造厂家 2025-10-30
- 安徽哪里有镍带一公斤多少钱 2025-10-15
- 湖州哪里有镍带厂家直销 2025-10-12
- 陇南镍带的市场 2025-10-05
- 吴忠镍带厂家 2025-10-03
- 汕头镍带生产 2025-10-02
- 济宁哪里有镍带一公斤多少钱 2025-10-02
- 西安镍带销售 2025-10-01

