目前关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC力控系统在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC力控系统基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。大儒科技(苏州)有限公司力于提供力控系统 ,有需要可以联系我司哦!珠海打磨力控系统

产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控系统机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控系统机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控系统系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。抛光力控系统答疑解惑力控系统 ,就选大儒科技(苏州)有限公司,让您满意,期待您的光临!

加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控系统由二种先进的基本机能构成。一种是压力控制机能,当机器人展开工件打磨抛光时,该机能可维持打磨工具对铸件的压力自始至终不变:另一种是变速控制功用,当机器人对工件的表面或分型线展开去毛刺、去飞边操作时,该机能可持续操纵其操作速度。
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。大儒科技(苏州)有限公司是一家专业提供力控系统 的公司。

.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的工作台(1)沿其周边设有框架(1-1),工作台(1)上部的框架(1-1)两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎新老客户来电!重庆力控系统值得推荐
大儒科技(苏州)有限公司为您提供力控系统 ,有想法可以来我司咨询!珠海打磨力控系统
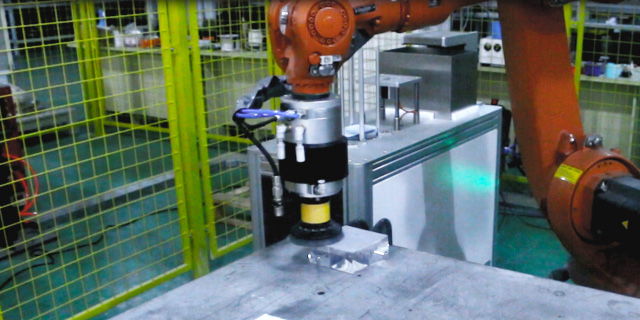
针对薄壁件的自动打磨问题,安装使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力的控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。珠海打磨力控系统