
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
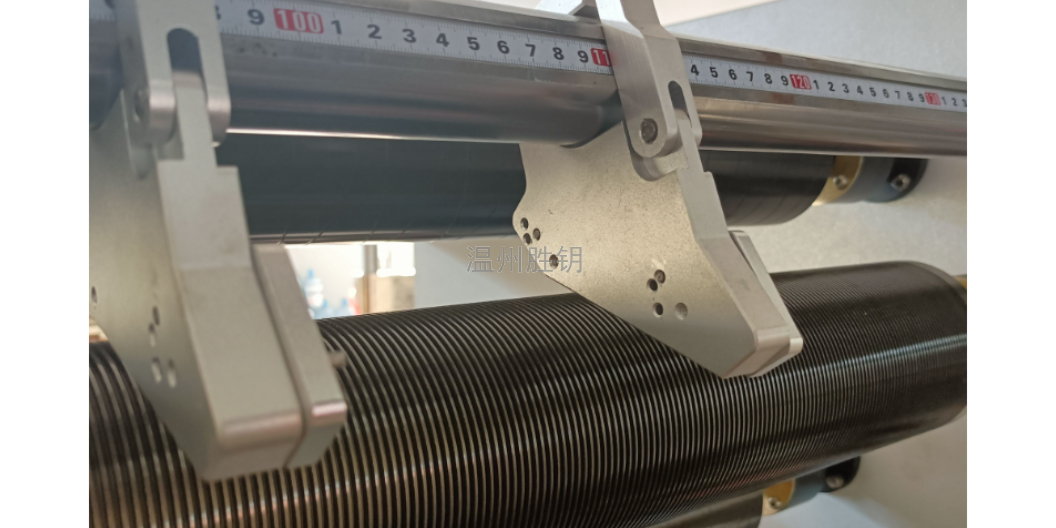
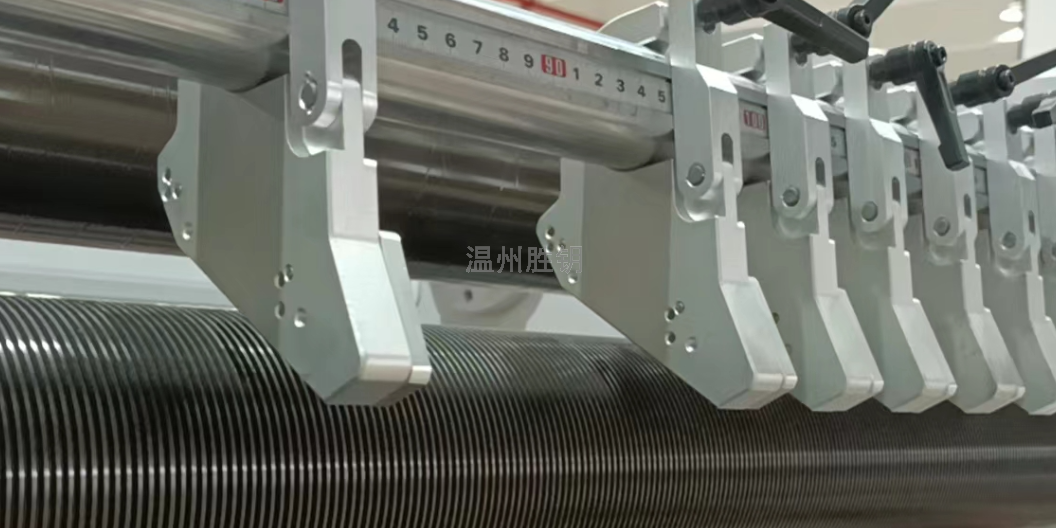
平⼑分切就是像剃⼑⼀样,将单⾯⼑⽚或双⾯⼑⽚固定在⼀个固定的⼑架上,在材料运⾏过程中将⼑落下,使⼑将材料纵向切开,以达到分切⽬的。平⼑分切有两种⽅式:⼀种是切槽分切;⼀种是悬空分切。切槽分切是材料运⾏在⼑槽辊时,将切⼑落在⼑槽辊的槽中,将材料纵向切开,此时材料在⼑槽辊有⼀定包⾓,不易发⽣漂移现象。再分切流延PP膜或边料较窄的膜时,常⽤这种分切⽅式,可以提⾼分切效率。但是对于悬空分切,它的缺点是对⼑⽐较不便。悬空分切是材料在经过两辊之间时,剃⼑落下将材料纵向切开,此时材料处于⼀种相对不稳定状态,因此分切精度⽐切模分切略差⼀点,但这种分切⽅式对⼑⽅便,操作⽅便。平切⼑分切主要适合分切很薄的塑料膜和复合膜。圆⼑分切圆⼑分切可分为切线分切和⾮切线分切。切线分切为材料从上下两圆盘⼑的切线⽅向分切,这种分切对⼑⽐较⽅便,上圆盘⼑和下圆盘⼑可根据分切宽度要求,很容易地直接调整位置。它的缺点是材料很容易在分切处发⽣漂移现象,所以精度不⾼,现在⼀般不⽤。这种分切⽅式可以使材料不易发⽣漂移,分切精度⾼。但是调⼑不是很⽅便,下圆盘⼑安装时,必须将整轴拆下。圆⼑分切适合分切⽐较厚的复合膜和纸张类分切机设备,就选温州胜钥环保设备有限公司,是用户的信赖之选,欢迎新老客户来电!内蒙古全自动分切机价格
分切机
日常保养要点:为保证纸张、保单的裁切质量,平时需要对切纸机进行保养,要点如下:1.根据不同季节,选用合适的液压机油。冬季用20号机油,以保持其流动性;夏季用30号机油,以保持其一定的黏度。2.保持恰当的液压压力。压力过大,会使密封圈爆裂;压力过小,刀片裁切显得迟滞无力。3.用滑石粉或石蜡涂抹切纸平台和刀片口。这样做的好处有两点;一)、减少纸张与平台的摩擦阻力,操作省力;二)、延长刀片的裁切次数,裁切边口光滑整齐。4.加注润滑油。工作前要在机械注油口加注润滑油,保持机器润滑、清洁,不产生噪声,使切纸机经常处于良好的工作状态。 内蒙古全自动分切机价格温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,有想法的不要错过哦!

分切机是一种将宽幅纸张、云母带或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械、电线电缆云母带及印刷包装机械。分切机主要的运用于:无纺布;云母带、纸张、绝缘材料及各种薄膜材料分切、特别适宜于窄带(无纺布,纸张,绝缘材料、云母带、薄膜等等)的分切
分切机主要是将大卷筒母卷分切为不同宽度的产品,并可以有检查产品质量的作用
分切机是将一大卷纸张,薄膜,无纺布,铝箔,云母带等各种薄材料分切成不同宽度小卷的印前,印后设备,常用于造纸机械及印刷包装机械
注意事项当膜卷运行到设定长度时,设备自动停车
在设备运行过程中,根据需要可按停止按钮或减速停机
当出现设备或人为事故等紧急状态时,可按电源关闭按钮紧急停车。
开机前确保电压、电流及液压等值的正确、稳定
设备准备运行前,所有人员必须通知离开卷取设备,确保人身安全才可开机运行。
分切机在运行时,切忌用手触摸运行中的膜卷或辊芯,以免将手卷入造成人身伤害。
在操作过程中,切忌用刀或硬物划伤、割伤各辊芯
人走机停,以免出现机器或产品的损毁 温州胜钥环保设备有限公司致力于提供分切机,欢迎您的来电哦!
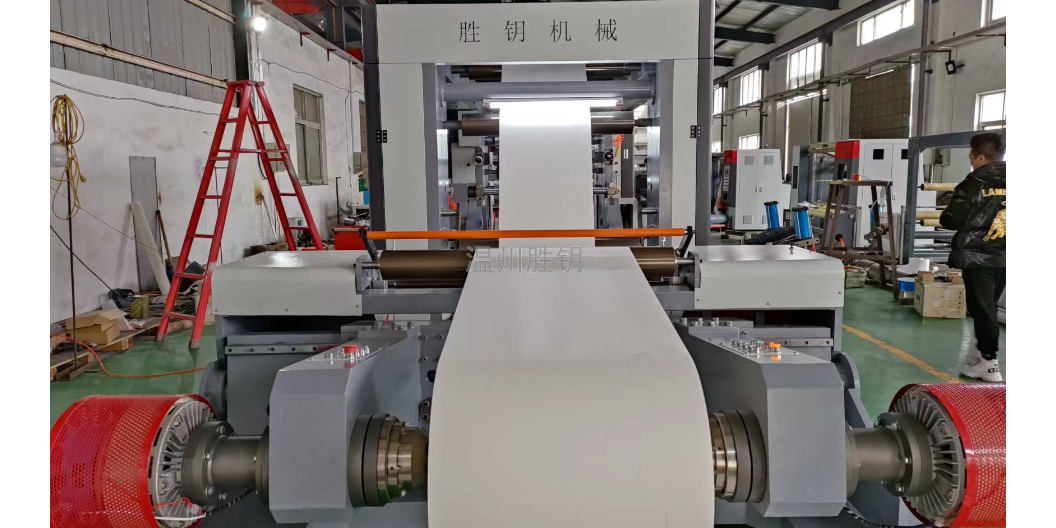
分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法可以来我司咨询!江苏分切机供应
分切机,就选温州胜钥环保设备有限公司,有需求可以来电咨询!内蒙古全自动分切机价格
分切机是一种对宽卷材料进行纵向分切的设备,分条机结构:由开卷(放卷)、引料定位、分条纵剪、卷取(收卷)等组成的设备。其主要功能是将宽卷材料设长度方向剪切成窄的一定尺寸卷材,为日后其它加工工序做好准备。分切机主要用于造纸厂印刷厂各种膜类纸类这样的机器设备中,用通俗的话语是将很宽的大卷的产品分切成不同宽度的产品,与此同时,我们一般都能够检查出产品的质量,分切机的特点多样,我们在操作的时候,更能发挥它的特点。内蒙古全自动分切机价格

常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 青海票据纸分切机什么价格 2026-01-19
- 内蒙古卷筒纸分切机哪家好 2026-01-19
- 四川高速分切机哪家好 2026-01-19
- 河北全自动高速分切机定制 2026-01-18
- 辽宁全自动高精度分切机定制 2026-01-18
- 福建PVC塑料分切机厂商 2026-01-18
- 云南电脑高速分切机厂商 2026-01-18
- 湖南卷筒纸分切机什么价格 2026-01-17
- 天津玻璃纸分切机定制价格 2026-01-17
- 中国台湾特种纸分切机价格 2026-01-17



- 西藏高速分切机规格 2026-01-16
- 安徽玻璃纸分切机哪种好 2026-01-15
- 内蒙古全自动高精度分切机规格 2026-01-15
- 西藏特种纸分切机定制 2026-01-15
- 江苏电脑控制分切机定制厂家 2026-01-13
- 山西烟包纸分切机价格 2026-01-13


- 辽宁全自动高精度分切机定制 01-18
- 福建PVC塑料分切机厂商 01-18
- 云南电脑高速分切机厂商 01-18
- 湖南卷筒纸分切机什么价格 01-17
- 天津玻璃纸分切机定制价格 01-17
- 中国台湾特种纸分切机价格 01-17
- 湖北铜版纸分切机定制价格 01-17
- 青海PET分切机什么价格 01-16
- 山西无碳纸分切机哪种好 01-16
- 淋膜纸分切机厂商 01-16