
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。温州胜钥环保设备有限公司是一家专业提供分切机的公司,欢迎您的来电!北京亚粉纸分切机生产厂家
分切机
收卷轴种类:A、气涨轴C、滑差轴如果张力过大,会卷取太紧,严重时拉断薄膜,使纸芯变形。如果张力偏小,有使薄膜轴向跑偏,端面不齐。卷取锥度的设定至关重要,如果锥度过大,膜卷的芯部较硬,外部较松弛;如果锥度过小,形成菊花壮花纹,膜卷过紧。张力锥度:张力逐渐增大或减小这一数值变化过程叫张力锥度。根据卷径大小来提前设定张力锥度范围。张力锥度的设定:A、根据初始卷径尺寸半径与周长设定米数与初始张力(放卷张力由大到小)B、根据卷径尺寸半径与周长设定米数与张力(收卷张力由小到大膜卷的放卷张力与收卷张力没有可比性膜卷接触压力是通过接触压力辊施加的,以此控制卷到膜间的空气量。如果接触压力大,卷进的空气量少,膜卷发硬。如果接触压力小,被卷进的空气量增大,膜卷松。如果卷取的速度快,被卷入的空气量也增加,此时要相应增大接触压力。北京亚粉纸分切机生产厂家分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,欢迎您的来电哦!

分切机运转状况的正常是保证⽣产质量的根本。因为,每台分切机经过常时间⾼速运转后,⼀些重要关键部件运⾏精度将有所下降,这对分切⼀些⼩规格的膜卷和纸卷,要保证运⾏精度就有点困难。因为,复合膜属于⾼分⼦类产品,本⾝厚度⽐较薄,加⼯中容易受损坏,所以,分切时的运⾏精度不够时,薄膜上容易产⽣纵向条纹划痕等质量问题。为此,经我们胜钥多年观察和研究,确认分切中产⽣的纵向条纹划痕是分切中主要的质量问题,必须要解决。
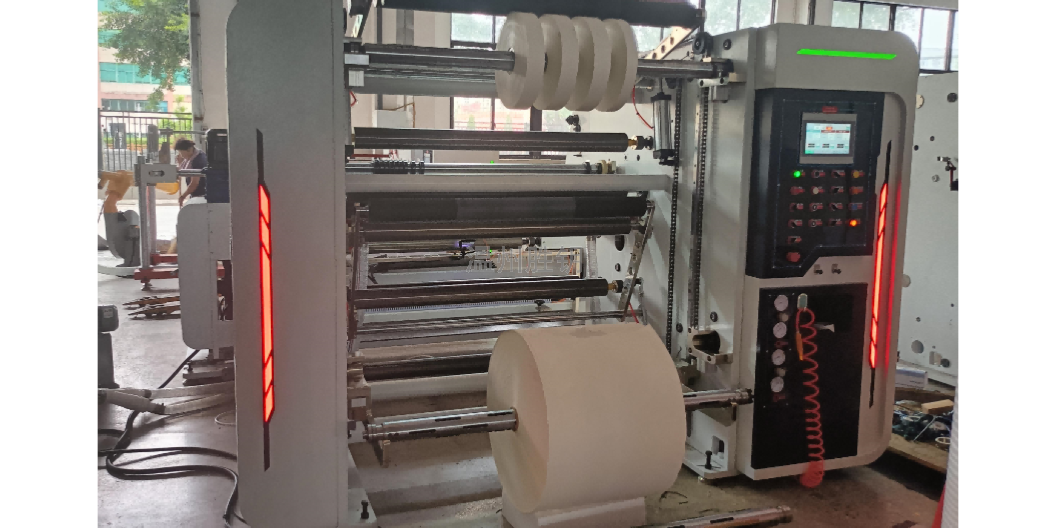
分切机是在生产过程中根据不同需要,不同材料而对宽幅材料进行切边、分切,复卷等的设备。分切机根据材料不同分为多种种类其中分切机主要用于将宽幅卷材分切成各种适合生产需要的窄幅卷材,分条工艺包括放卷料和收卷料两个过程。放卷料和收卷料的张力控制是分条机的关键环节。本机是在原有电控系统的基础上增加了自动对边器控制,达到了理想的效果、提高了机器工作性能,使机器在高速运转中更趋稳定,收卷平整,操作简单方便,安全可靠,耐用性强。温州胜钥环保设备有限公司是一家专业提供分切机的公司,有想法可以来我司咨询!

分切⼯艺流程准备开机,⾸先对上道⼯序,印刷,复合下来的⼤膜卷外观进⾏检测,对⼤膜卷的硬度和外表平整度进⾏检验,看是否准备开机,⾸先对上道⼯序,印刷,复合下来的⼤膜卷外观进⾏检测,对⼤膜卷的硬度和外表平整度进⾏检验,看是否能达到分切的要求。然后,对马上就要运转的分切设备状况,性能要充分了解,并检查设备各主要运转部位和电器控制部分。这时上好⼤膜卷,按⽤户要求的规格进⾏⼑⽚调整,按正常⽣产⼯艺开机⽣产。温州胜钥环保设备有限公司为您提供分切机,有需要可以联系我司哦!甘肃全自动高速分切机哪家好
温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,欢迎新老客户来电!北京亚粉纸分切机生产厂家
分切机其实有很多的种类,但是面对不同的分切机作用也是不同的,分切机分为:贴合分切机、光学膜分切机、防护服条分切机、无纺布分切机等等种类的。在分切机行业上,使用起来还是很方便的,不需要人工进行操作,属于自动化产品,自动进行工作,分切机是机械行业,用于各种布类、无纺布、PVC、PU革等材料进行裁切分切。分切机机作为印刷行业的重要设备,能够高效裁切纸张,为后续的印刷、装订等工序提供精确的纸张尺寸。了解切纸机的工作原理、操作方法及使用注意事项,能够更好地发挥其作用,提高工作效率和纸张利用率。在实际操作过程中,操作者应严格遵守相关规定,确保切纸机的安全、稳定运行,为印刷行业的快速发展提供有力支持。北京亚粉纸分切机生产厂家
开机准备是分切机运行的重要环节,需要遵循以下步骤:首先,应按设备使用规程进行认真检查,确保各部位能够正常运行,保证生产流程的顺利进行。其次,清洁设备是必不可少的环节,特别是导辊及胶辊辊等与铝箔接触的部位,需要用软布和酒精进行仔细擦拭,以避免对产品质量造成影响。此外,还需要根据生产要求和技术要求,合理准备好生产用芯管和卷取用轴,这直接关系到生产效率和产品质量。接下来,上下刃刀片的组装也是一项重要的工作,具体的操作可以参考《换刀、调刀操作》一文的介绍。此外,吸边风管的设置也是关键之一,需要将吸边风管口与被抽条对好,同时将不用的风口堵上,以提高有效吸风量。由主操根据来料规格和工艺要求设定参数。在生产...
- 山西烟包纸分切机价格 2026-01-13
- 湖南电脑控制分切机定制 2026-01-13
- 河北分切机厂商 2026-01-12
- 重庆票据纸分切机厂商 2026-01-12
- 中国澳门特种纸分切机规格 2026-01-12
- 宁夏白板纸分切机哪家好 2026-01-11
- 广西全自动高精度分切机生产厂家 2026-01-11
- 中国台湾高精度分切机厂商 2026-01-11
- 天津票据纸分切机规格 2026-01-11
- 辽宁电脑高速分切机哪里好 2026-01-10



- 青海高速分切机生产厂家 2026-01-09
- 青海全自动高速分切机哪种好 2026-01-09
- 内蒙古无纺布分切机定制 2026-01-09
- 青海自动分切机 2026-01-08
- 广东票据纸分切机供应 2026-01-08
- 海南全自动高速分切机定制厂家 2026-01-08




- 山西烟包纸分切机价格 01-13
- 湖南电脑控制分切机定制 01-13
- 河北蓄电池AGM隔板A4切纸机精切度高 01-12
- 河北分切机厂商 01-12
- 重庆票据纸分切机厂商 01-12
- 中国澳门特种纸分切机规格 01-12
- 宁夏白板纸分切机哪家好 01-11
- 广西全自动高精度分切机生产厂家 01-11
- 中国台湾高精度分切机厂商 01-11
- 天津票据纸分切机规格 01-11