
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
纸机:高效裁切纸张的利器在印刷行业中,切纸机扮演着重要角色,用于精确裁切纸张,以便进行后续的印刷、装订等工序。本文将深入探讨切纸机的工作原理、操作方法以及使用注意事项,帮助您更好地了解这一重要设备。一、切纸机的工作原理切纸机主要由动力部分、传动部分、切割部分和机架组成。其工作原理是利用机械能转化为切割动能,通过刀片对纸张进行精确裁切。1.动力部分:切纸机的动力部分主要包括电机和减速器,负责提供切割纸张所需的动能。2.传动部分:传动部分主要由齿轮、齿条等组成,负责将动力部分的动能传递给切割部分。3.切割部分:切割部分是切纸机的主要部分,主要由刀片和压纸器组成。刀片用于裁切纸张,压纸器则用于固定纸张,确保切割精度。4.机架:机架作为切纸机的支撑结构,用于安装和固定各部件。分切机,就选温州胜钥环保设备有限公司,欢迎客户来电!江西自动分切机精切度高
分切机
分切机开机前检查规程1.每天上班前必须保证8小时的睡眠时间,提前分钟到场,严禁酒后上班。2.严禁携带易燃易爆物品进入车间。3.上岗前必须穿戴工作服、工作帽和安全鞋,头发和着装必须符合公司规范。4.检查电、气是否正常。5.送电前检查设备所处状态,其安全防护板、防护网是否正常。6.合闸送电,打开压缩空气开关。7.检查设备按钮、收、放卷张力是否正常。8.更换刀片和清理刀片部位卫生时必须小心操作,防止划伤。9.上料时必须居中锁紧,必须小心操作防止夹伤。10.任何情况下禁止将手指伸入压辊里面。11.准备工作完成前禁止任何人开动或点动设备防止误伤。12.必须使用专门上料车上料和卸料,确认料装好后才能拉开上料车,防止材料掉下砸伤。吉林淋膜纸分切机精切度高分切机,就选温州胜钥环保设备有限公司,有需求可以来电咨询!

温州胜钥机械是一家专业制造卷筒材料加工设备的股份制企业,是集研发、设计、生产、销售、服务于一体的专业厂家,专注于分切机、横切机、A4切纸机等设备的生产,销售与服务20余年。地处浙江省温州市平阳县万全工业区,交通便捷,地理位置优越。经过发展胜钥在不断地完善技术力量和加工体系,在吸取国内,外先进技术的同时,我们结合市场需求,不断开发出新型的包装设备,用于纸张,铝箔,相纸,医用胶片塑料等卷筒材料加工界。产品远销世界各个国家与地区并被应用于造纸、印刷、包装、纺织及文具等多个行业。在新的市场经济体制下,胜钥企业将以良好的售后服务作为保障,继续秉承“想企业之所想,更想企业之未想:做企业之所做,更做企业之未做”的企业方针,共同打造品牌包装设备。胜钥竭诚与海内外人士携手合作,共创发展!胜钥坚信在包装设备领域与您一起风雨同创,携手共同打开胜利的钥匙。
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。.收卷采用A、B气胀轴结构,成品自动卸装。

分切机的操作方法操作分切机前,需确保电源已连接,并仔细阅读使用说明书。具体操作步骤如下:1.打开分切机电源,将待切割的纸张放置在调好宽度的圆刀轴下,调整刀片与纸张的距离,确保切割精度,控制调整张力使纸张在一个合适的张力范围内。2.根据需要设置切割长度,将控制杆向前推动,使刀片下降到纸张表面。3.按下启动按钮,分切机开始裁切纸张进行分切复卷。4.分切复卷时或完成后,检查切割效果及平整度,如无问题可将纸卷取出。分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎新老客户来电!重庆亚粉纸分切机供应
采用PLC触摸屏控制,自动锥度张力,中心表面卷取。江西自动分切机精切度高
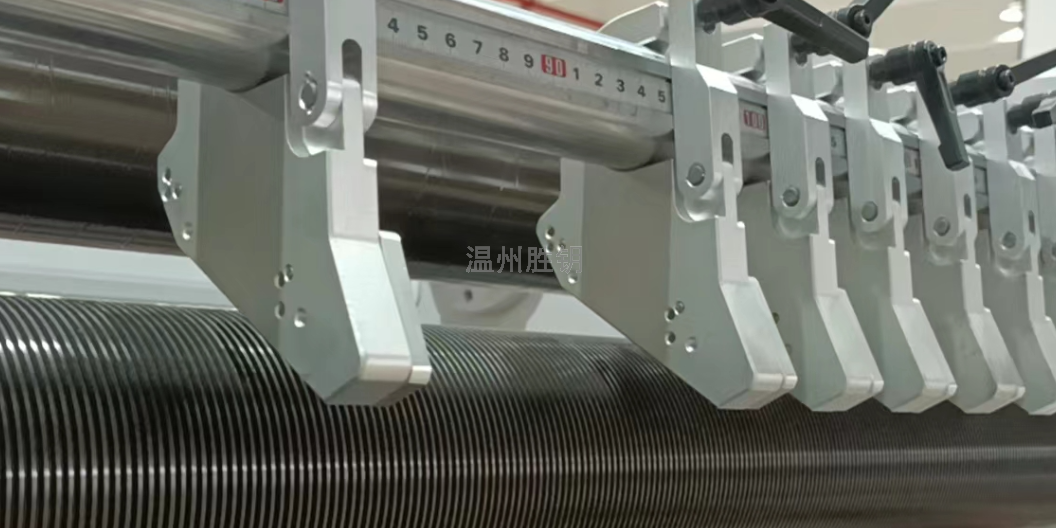
主要机构(一)机架部份采用厚钢板焊接而成。(二)收卷部份收卷采用3英寸气胀卷轴与磁粉张力控制器收卷,此机分切包边条操作简单,最大收卷直径可达600mm。(三)放卷部份放卷采用3英寸气胀放卷轴。(四)切刀部份切刀可使用工业手术刀片或平刀式(美工刀片)及圆刀片。(五)主机部份主要采用5KW电机,采用电子调速系统,使用时通过人工调节机器的速度。(六)导辊部份整机采用镀铬钢管,每条经过动平衡处理。(七)收卷可采用滑差轴收卷或采用气胀轴收卷江西自动分切机精切度高

常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 青海票据纸分切机什么价格 2026-01-19
- 内蒙古卷筒纸分切机哪家好 2026-01-19
- 四川高速分切机哪家好 2026-01-19
- 河北全自动高速分切机定制 2026-01-18
- 辽宁全自动高精度分切机定制 2026-01-18
- 福建PVC塑料分切机厂商 2026-01-18
- 云南电脑高速分切机厂商 2026-01-18
- 湖南卷筒纸分切机什么价格 2026-01-17
- 天津玻璃纸分切机定制价格 2026-01-17
- 中国台湾特种纸分切机价格 2026-01-17



- 西藏高速分切机规格 2026-01-16
- 安徽玻璃纸分切机哪种好 2026-01-15
- 内蒙古全自动高精度分切机规格 2026-01-15
- 西藏特种纸分切机定制 2026-01-15
- 江苏电脑控制分切机定制厂家 2026-01-13
- 山西烟包纸分切机价格 2026-01-13





- 青海票据纸分切机什么价格 01-19
- 内蒙古卷筒纸分切机哪家好 01-19
- 四川高速分切机哪家好 01-19
- 河北全自动高速分切机定制 01-18
- 辽宁全自动高精度分切机定制 01-18
- 福建PVC塑料分切机厂商 01-18
- 云南电脑高速分切机厂商 01-18
- 湖南卷筒纸分切机什么价格 01-17
- 天津玻璃纸分切机定制价格 01-17
- 中国台湾特种纸分切机价格 01-17