
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
注意事项当膜卷运行到设定长度时,设备自动停车在设备运行过程中,根据需要可按停止按钮或减速停机当出现设备或人为事故等紧急状态时,可按电源关闭按钮紧急停车。开机前确保电压、电流及液压等值的正确、稳定设备准备运行前,所有人员必须通知离开卷取设备,确保人身安全才可开机运行。分切机在运行时,切忌用手触摸运行中的膜卷或辊芯,以免将手卷入造成人身伤害。在操作过程中,切忌用刀或硬物划伤、割伤各辊芯人走机停,以免出现机器或产品的损毁分切机,就选温州胜钥环保设备有限公司,有需求可以来电咨询!重庆全自动高精度分切机定制厂家
分切机
温州胜钥机械是一家专业制造卷筒材料加工设备的股份制企业,是集研发、设计、生产、销售、服务于一体的专业厂家,专注于分切机、横切机、A4切纸机等设备的生产,销售与服务20余年。地处浙江省温州市平阳县万全工业区,交通便捷,地理位置优越。经过发展胜钥在不断地完善技术力量和加工体系,在吸取国内,外先进技术的同时,我们结合市场需求,不断开发出新型的包装设备,用于纸张,铝箔,相纸,医用胶片塑料等卷筒材料加工界。产品远销世界各个国家与地区并被应用于造纸、印刷、包装、纺织及文具等多个行业。在新的市场经济体制下,胜钥企业将以良好的售后服务作为保障,继续秉承“想企业之所想,更想企业之未想:做企业之所做,更做企业之未做”的企业方针,共同打造品牌包装设备。胜钥竭诚与海内外人士携手合作,共创发展!胜钥坚信在包装设备领域与您一起风雨同创,携手共同打开胜利的钥匙。重庆全自动高精度分切机定制厂家分切机,就选温州胜钥环保设备有限公司,有想法的可以来电咨询!

1、严格遵守本公司的安全操作规程。2、开机前,检查机器周围是否有异物,若有必须清理,并按保养要求在规定润滑点加油润滑,确保油路畅通。3、在工作时间操作工应束紧头发和衣服,以防被运转中的机器勾住发生安全事故,并严禁带手套。4、各机台上不允许放水杯、食物等与工作无关的杂物。5、操作工工作时间思想要高度集中,前后要配合,不准边工作边与旁人讲话,更不能嬉戏开玩笑。6、该机操作员应严格按照有关文件等操作规程操作,不可擅自离开岗位,更不能代人开机。7、坚守岗位,经常检查生产规格,预算好总长度,发现异常及时与主机联系,待排除问题后再进行生产。8、员工下班时要清理车间和机器周围垃圾,擦机器设备时必须停机进行,定点给机器注油保养,临走应关闭电灯、电扇和各线路电源。
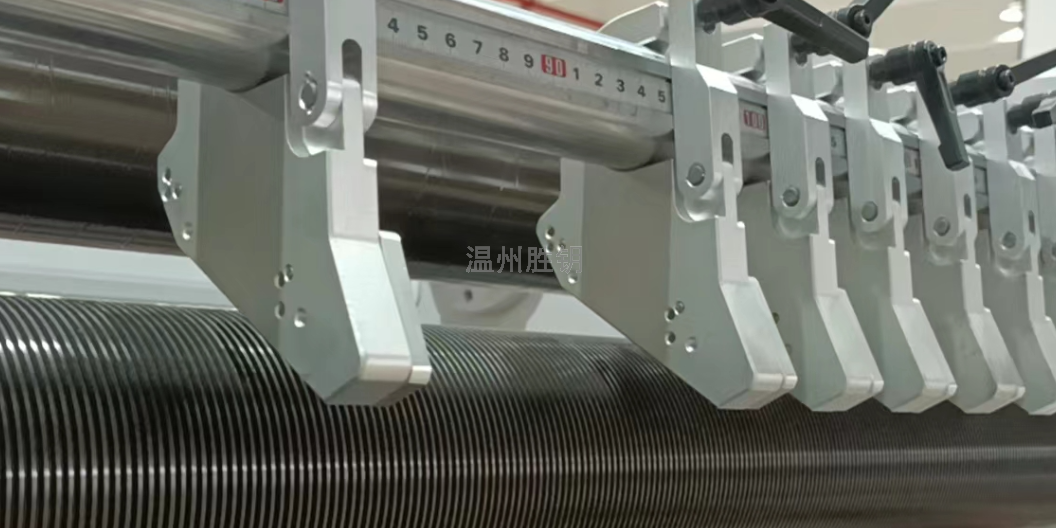
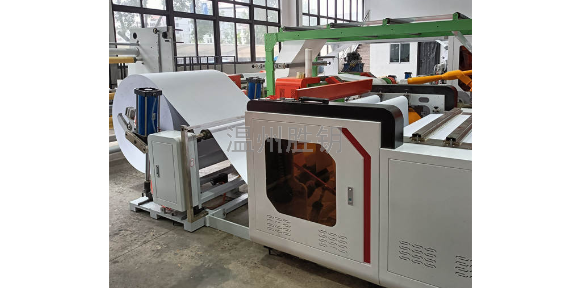
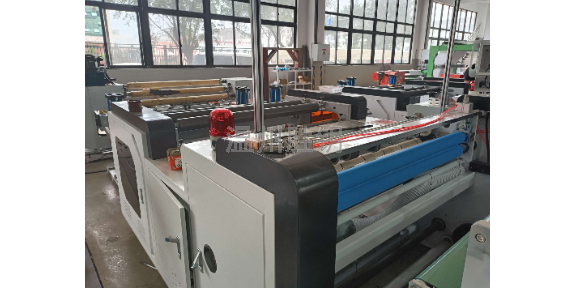
分切机的工作流程通常包括上料、送料、切割和收料等步骤。分切机是一种将长条材料垂直于其轴向切成所需长度的设备。它广泛应用于金属、塑料、纸张、织物、胶带、电线等行业。其优点是高速、高效、准确,使得一些行业的生产效率得到了提高。分切机的切割部分主要由切割刀片、定位轮和导向系统组成。切割刀片通常采用硬质合金制成,较具耐用性能和切割质量。定位轮和导向系统的作用是确保材料的稳定性和精度,使得每一次切割都能达到高精度的要求。分切机,就选温州胜钥环保设备有限公司,让您满意,期待您的光临!
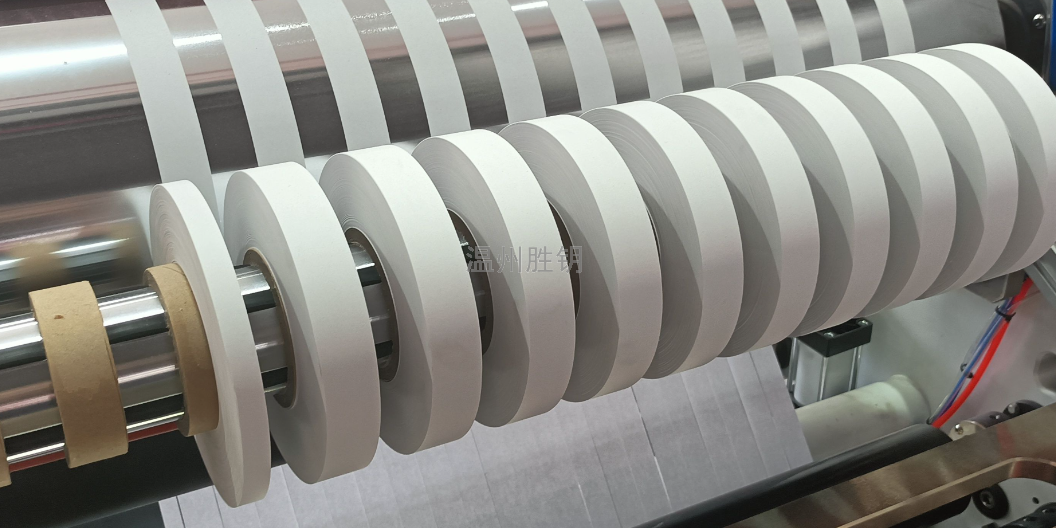
分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备温州胜钥环保设备有限公司是一家专业提供分切机设备的公司,有想法的可以来电咨询!山东亚粉纸分切机
温州胜钥环保设备有限公司是一家专业提供分切机设备的公司。重庆全自动高精度分切机定制厂家
分卷其它要点1、开机前必须确认设备是否完好,检查设备有无甩油现象,如有问题须及时处理,特殊情况需征得设备人员认可,方可开机。2、分切必须明确生产计划及要求。3、生产中不用脏手或其它脏物去接触铝箔,以免留下退火油斑。4、注意观察转动辊的油雾润滑端以防积油、甩油。5、严禁在打底或生产过程中衬料,或用酒精调整板形。6、工作时上下支撑辊与展平辊必须同时作用在铝卷上。7、主操开机时,副操和助手必须做好为下一车生产的准备工作,并保持现场清洁。8、进框时严格按照工艺要求进行,宽料与窄料、厂家不同的,卷径大小的都要分开,另外一般情况下。9、卸卷时,为了防止碰伤料中间用泡沫隔开。10、卸料桌面及开卷周围要经常吹扫、擦洗保持清洁。11、做好交接班卫生工作,现场定置安放工作要做好,设备故障以及生产情况必须向下一班交代清楚,核算出本工序产量、成材率。12、生产时由于来料质量不好,需要生产的必须向有关领导汇报并注明情况。13、严格按照换辊要求进行换辊,做好检查工作并且给辊做好标记。14、注意大卷径料要用壁厚12mm的串管,杜绝料中间靠在一起。重庆全自动高精度分切机定制厂家

常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑...
- 青海票据纸分切机什么价格 2026-01-19
- 内蒙古卷筒纸分切机哪家好 2026-01-19
- 四川高速分切机哪家好 2026-01-19
- 河北全自动高速分切机定制 2026-01-18
- 辽宁全自动高精度分切机定制 2026-01-18
- 福建PVC塑料分切机厂商 2026-01-18
- 云南电脑高速分切机厂商 2026-01-18
- 湖南卷筒纸分切机什么价格 2026-01-17
- 天津玻璃纸分切机定制价格 2026-01-17
- 中国台湾特种纸分切机价格 2026-01-17



- 西藏高速分切机规格 2026-01-16
- 安徽玻璃纸分切机哪种好 2026-01-15
- 内蒙古全自动高精度分切机规格 2026-01-15
- 西藏特种纸分切机定制 2026-01-15
- 江苏电脑控制分切机定制厂家 2026-01-13
- 山西烟包纸分切机价格 2026-01-13




- 辽宁铝箔横切机哪里好 02-13
- 中国香港亚粉纸横切机厂家 02-13
- 山西纸塑复合类横切机定制厂家 02-13
- 全自动高速横切机规格 02-12
- 贵州特种纸横切机厂商 02-12
- 浙江铝箔横切机厂商 02-12
- 青海PET横切机咨询报价 02-12
- 广东A3纸横切机供应商 02-11
- 重庆无纺布A4切纸机 02-11
- 陕西卷筒纸横切机供应 02-11