
- 品牌
- 胜钥
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
分切机刀片分切纸板尾部偏斜:1、分切机刀片送纸定位档板调节不当;2、分切刀片有一段过钝,与其他刀的线速度有差异;3、分切机刀片的导纸轮调整不当;4、分切机刀片送纸不当。分切机刀片产生毛边:1、分切机刀片已钝、应打磨;2、分切机刀片与刀槽重合过浅;3、分切机刀片的刀槽内卷入纸边、纸毛,应彻底清理干净再开机;4、分切机刀片的刀槽间隙过大,一般以不大于2.5mm为宜。分切机刀片压痕线容易破裂:1、原纸低劣;2、压线过深。分切机刀片压痕线条不直:1、分切机刀片压线过浅,折线凹凸不平,影响箱体美观;2、分切机刀片送纸偏斜;3、分切机刀片上下压线轮未调正。分切机刀片切口边缘不垂直:1、分切机刀片刀架角度不正;2、分切机刀片不在刀槽中心;3、分切机刀片刀刃磨偏。温州胜钥环保设备有限公司是一家专业提供分切机的公司,有需求可以来电咨询!贵州高速分切机精切度高
分切机
分切机开机前检查规程1.每天上班前必须保证8小时的睡眠时间,提前分钟到场,严禁酒后上班。2.严禁携带易燃易爆物品进入车间。3.上岗前必须穿戴工作服、工作帽和安全鞋,头发和着装必须符合公司规范。4.检查电、气是否正常。5.送电前检查设备所处状态,其安全防护板、防护网是否正常。6.合闸送电,打开压缩空气开关。7.检查设备按钮、收、放卷张力是否正常。8.更换刀片和清理刀片部位卫生时必须小心操作,防止划伤。9.上料时必须居中锁紧,必须小心操作防止夹伤。10.任何情况下禁止将手指伸入压辊里面。11.准备工作完成前禁止任何人开动或点动设备防止误伤。12.必须使用专门上料车上料和卸料,确认料装好后才能拉开上料车,防止材料掉下砸伤。广东双胶纸分切机规格分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎新老客户来电!

分切机的工艺流程放卷——张力控制——引出牵引——切刀分切(飞边)——收卷操作规格要点:一:开机准备1、检查电源、气源是否正常。2、检查传动部位是否需要加注润滑油、各部件有无松动。3、打开机器电源开关,对照生产排单领取所需要分切的产品。4、切好所需要的纸管。设定控制1、照分切计划单安排的薄膜类型、厚度、长度、宽度等设置分切菜单。2、从PDF中提起相应的BOPP膜档案。3、设定相应规格膜的收卷长度、宽度。4、选择相应的收卷工位,调整好压辊臂及压辊,安装好相应规格的纸芯。
注意事项1、开机前确保电压、电流及液压等值的正确、稳定。2、设备准备运行前,所有人员必须通知离开设备,确保人身安全才可开机运行。3、运行时,切忌用手触摸运行中的膜卷或辊芯,以免将手卷入造成人身伤害。4、操作过程中,切忌用刀或硬物划伤、割伤各辊芯。设备投入工作前,检查各工作位是否调整妥当,需润滑部位,应提前加注润滑油脂。检查刀具是否锋利。待一切正常后可先空车运转,检查有无异常,并将欲加工订单提前输入电脑排单检验;设备投入工作后,应根据生产情况及时调整设备的工作状态,确保分切机压痕适中,分切无毛刺,两边修边位置合适。确保横切机进排纸顺畅,裁切长度精确,对联结生产管理的纵横切机,同样需时时监控其运行情况,谨防堵纸现象和不良品的产生;工作完毕后,及时清理设备上的积灰和纸屑,对刀具和磨刀砂轮进行检查,排净油水分高器和储气罐内积水,检查运转部位有无异常。然后,按照说明书操作要求切断电源,维护好电脑操作系统。放卷采用有轴上料或液压无轴式自动上料装置。
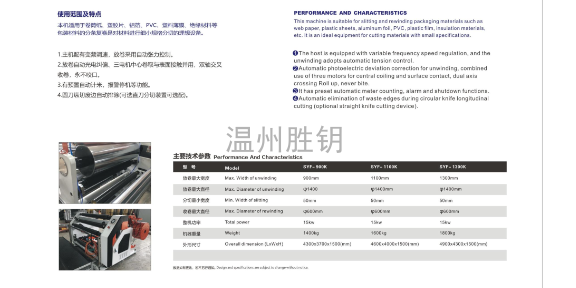
原理编辑播报1.纸分切机要将整卷或整张原材料进行固定长度分切加工,例如塑料包装材料、包装纸箱、钢板、胶片、皮革、木片等进行分切加工,都要用到定长分切控制。2.分切长度可连续设定,如果实际分切长度有误差,容易通过设定参数的方式校准。3.纸分切机分切控制分为静态和动态分切两种:在设定长度到达时准确停机,然后静态分切加工,分切后重新启动运行;在设定的长度到达时,不停机发出分切信号,分切机在材料运动过程中动态分切加工。温州胜钥环保设备有限公司是一家专业提供分切机设备的公司。云南泡棉分切机厂家
温州胜钥环保设备有限公司为您提供分切机设备,有需求可以来电咨询!贵州高速分切机精切度高
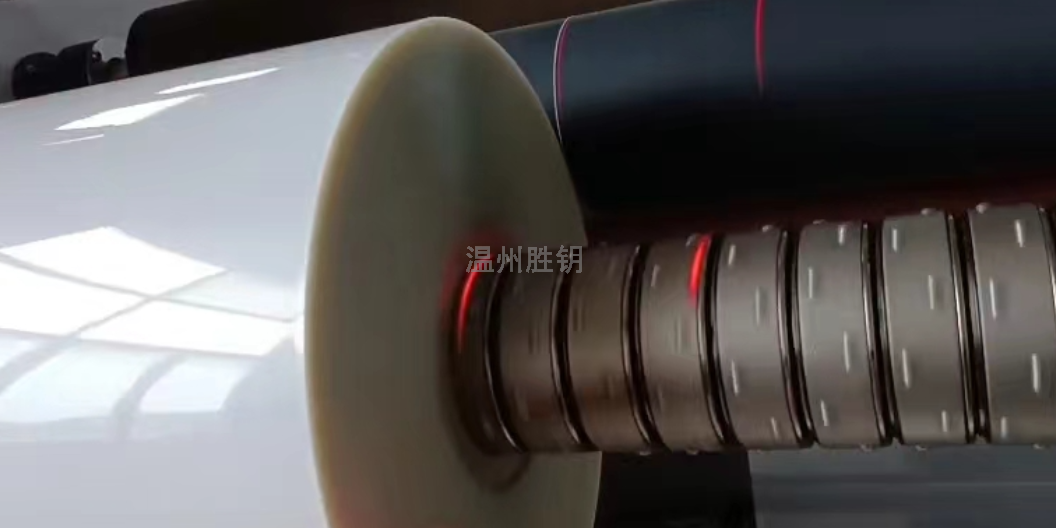
分切机不断从单电机控制往双电机,三电机发展,在机器速度更快情况下更加稳定高效。分切机主要的特点是磁粉离合器作为一个阻力装置,通过系统控制,来输出一个直流电压,控制磁粉离合器产生的阻力。主要的优势是其为被动装置,可以控制较小的张力。缺点:是速度不能高,高速运行时易造成磁粉高速摩擦,产生高温,造成磁粉离合器发热进而缩短其寿命。用刀具把一定宽度的卷材进行纵向裁剖,切成数条较窄分卷所用的装置。将其装在压延机或挤塑机、涂胶机等单元装置后,可完成连续切条,常带有卷绕装置。切条刀可用平片刀和圆口刀贵州高速分切机精切度高

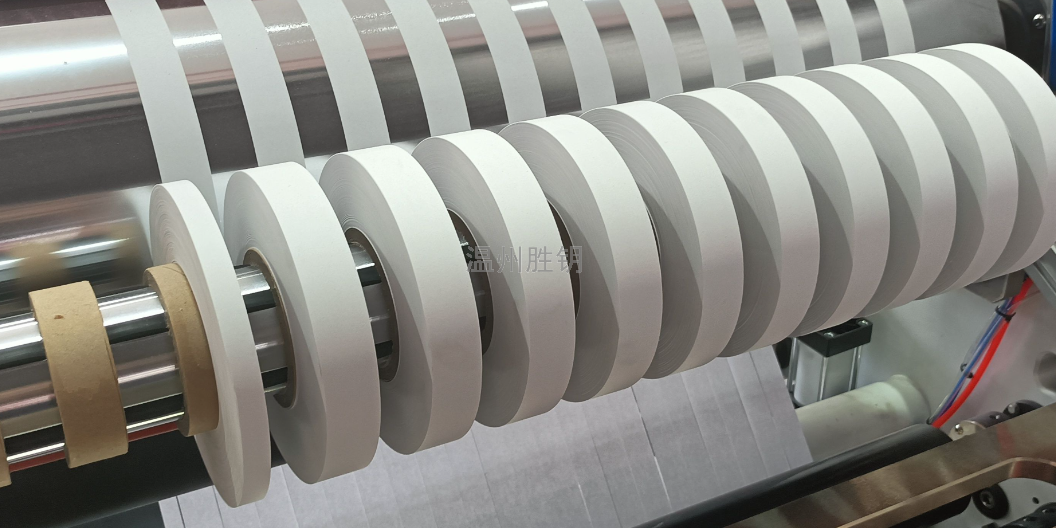
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢...
- 内蒙古无纺布分切机定制 2026-01-09
- 青海自动分切机 2026-01-08
- 广东票据纸分切机供应 2026-01-08
- 海南全自动高速分切机定制厂家 2026-01-08
- 广东亚粉纸分切机定制价格 2026-01-08
- 江苏双胶纸分切机定制价格 2026-01-07
- 中国香港白板纸分切机哪家好 2026-01-07
- 湖北双胶纸分切机规格 2026-01-07
- 安徽白板纸分切机哪家好 2026-01-06
- 安徽碳带分切机哪种好 2026-01-06

- 宁夏全自动高精度分切机定制厂家 2026-01-05
- 贵州高速分切机精切度高 2026-01-05
- 天津全自动分切机供应 2026-01-04
- 青海PET分切机生产厂家 2026-01-04
- 内蒙古铜版纸分切机供应 2026-01-04
- 云南铜版纸分切机厂家 2026-01-04




- 广东亚粉纸分切机定制价格 01-08
- 中国台湾卷筒纸A4切纸机 01-07
- 江苏双胶纸分切机定制价格 01-07
- 中国香港白板纸分切机哪家好 01-07
- 湖北双胶纸分切机规格 01-07
- 安徽白板纸分切机哪家好 01-06
- 安徽碳带分切机哪种好 01-06
- 中国澳门PVC塑料分切机厂家 01-06
- 宁夏自动分切机精切度高 01-06
- 辽宁碳带分切机哪种好 01-05