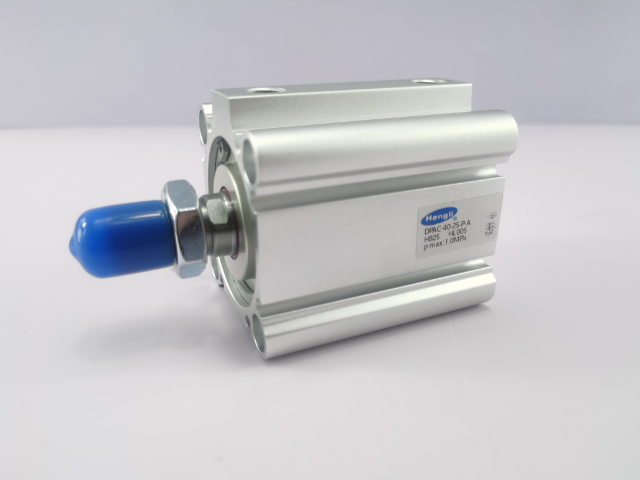
双作用气缸的结构优势与行业适配双作用气缸通过活塞两侧交替供气实现往复运动,无复位弹簧,因此输出力均衡且行程可灵活设计。其缸筒内壁通常采用精密珩磨工艺,配合耐磨密封圈,确保长期高频运动下的密封性。在汽车焊接生产线中,双作用气缸凭借稳定的推力输出,精细控制焊枪的定位与压力;而在印刷机械上,其快速换向能力可匹配纸张传送的高频节奏。相较于单作用气缸,双作用气缸的能耗略高,但在大负载、长行程工况下更具实用性。与其他气动元件兼容性好,便于组成复杂的气动系统。大缸径气缸生产过程

气缸的智能化升级与工业4.0适配工业4.0的推进促使气缸向智能化方向升级,智能气缸内置压力传感器、温度传感器和RFID标签,可实时采集运行数据并上传至工业互联网平台。通过数据分析,可预测气缸的剩余寿命,提前安排维护;在生产线调试阶段,智能气缸能自动记录不同工况下的参数,辅助优化运行逻辑。在智能工厂的柔性生产线上,气缸与MES系统联动,根据订单需求自动调整推力和速度参数,实现多品种产品的快速切换。这种智能化升级不*浙江增压气缸薄型气缸的节能效果明显,符合环保理念。

普通气缸在汽车制造车身焊接夹具Φ80mm带导杆气缸提供3000N锁紧力,0.3s内压紧车身钢板。IP67防护抵抗焊接火花,导杆结构消除焊接机器人震动导致的定位偏移。轮胎装配线Φ40mm气缸推动滚轮架升降,行程200mm,负载120kg。磁性开关控制停止高度误差<1mm,配合编码器实现轮胎与轮毂的精细对中装配。发动机缸体清洗不锈钢气缸(304材质)驱动喷淋臂,耐酸碱密封件抵抗pH3-11清洗剂。双行程设计(推进300mm+旋转90°),***覆盖复杂内腔。
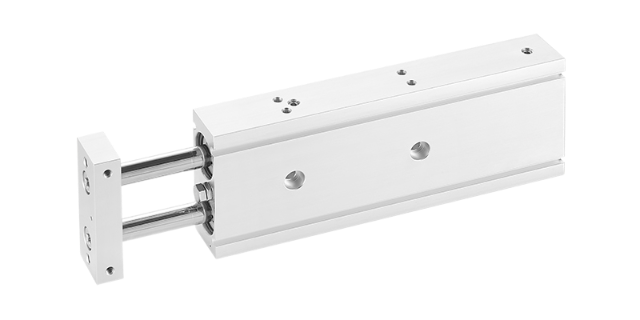
气动元件中的无杆气缸应用很广无杆气缸的结构特点与应用场景无杆气缸通过活塞与滑块的磁耦合或机械连接实现直线运动,取消了传统活塞杆,因此具有结构紧凑、行程长的优势。磁耦合无杆气缸利用强磁力传递动力,运动平稳但负载能力有限;机械接触式无杆气缸则通过导轨滑块传递力,负载更大但存在一定摩擦损耗。在自动化焊接流水线中,无杆气缸可带动焊枪完成长距离连续作业;在包装机械的薄膜牵引机构中,其无突出部件的设计能有效避免物料缠绕。简单的结构设计,降低了故障发生的概率。
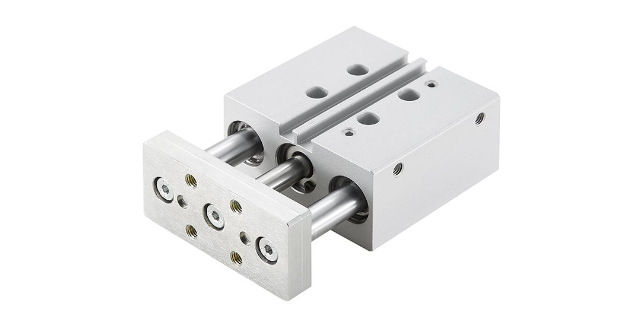
按功能用途分类1.引导型气缸(带导向装置,抗侧向力)普通活塞缸受侧向力易磨损,引导型气缸集成导向机构(导轨、导杆),提高稳定性。带导杆气缸:活塞杆两侧配平行导杆,导向精度高,抗径向/轴向力,如小型物料搬运、精密压装。滑台气缸:活塞与滑台一体化,沿导轨滑动,负载大、精度高(定位误差≤0.1mm),用于自动化装配、检测设备的平移动作。无杆气缸:无外露活塞杆,通过内部磁环或钢带驱动外部滑块运动,行程长(可达数米)、安装空间小,适合长距离平移(如包装机输送带驱动、激光切割设备走位)。安装气缸支架提高稳定性。海南亚德客气缸官网
优异的密封件,延长了薄型气缸的使用寿命。大缸径气缸生产过程
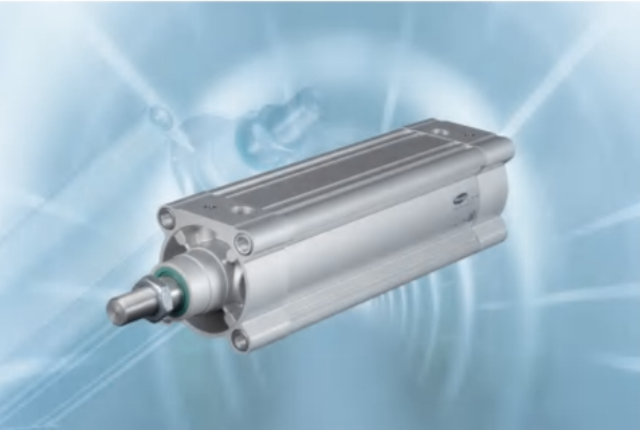
恒立旋转气缸的精密角度控制旋转气缸通过叶片或齿轮齿条机构将直线运动转化为旋转运动,其**优势在于紧凑结构与高精度定位。例如,FESTO 的 DRRD 系列旋转气缸采用双叶片设计,扭矩输出较单叶片提升 1.8 倍,在半导体晶圆检测设备中实现 ±0.1° 的重复定位精度。角度调节通常通过机械限位或伺服控制实现,如汽车焊接变位机中,旋转气缸与视觉系统联动,可完成复杂曲面的自动焊接路径规划。其防护等级可达 IP67,适用于粉尘、油污等恶劣环境。大缸径气缸生产过程