- 品牌
- 卡奇液压
- 型号
- 超音速喷涂
- 产地
- 江苏
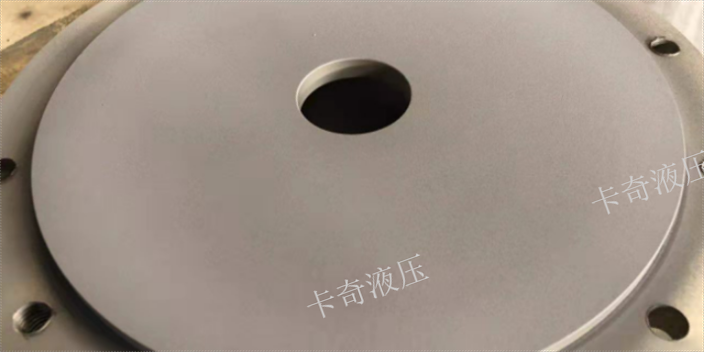
随着国家环保政策的收紧及电镀铬面对用户装备性能、长寿命的要求显得力不从心,超音速火焰碳化物喷涂逐渐为众多工业企业接受成为耐磨损、耐腐蚀应用的标准工艺。通常针对纯粹的耐磨应用,比如钢铁工艺辊、耐磨导辊等可以选择钴/碳化钨,比如Wc12Co或Wc17Co;而当面对腐蚀或磨损、腐蚀兼而有之时,钴铬/碳化钨(如Wc10Co4Cr)则有更好表现。例如瓦楞纸机的瓦楞辊,辊子间通过齿形配合相互挤压传动,随着辊体及纸浆间长期挤压、磨损,齿形发生变化使瓦楞辊失效。此时通过超音速火焰工艺(HVOF或HVAF)喷涂Wc12Co或Wc10Co4Cr可大幅提升瓦楞辊表面耐磨性能。又由于瓦楞辊齿形密集,喷涂后需要抛光,采用碳化钨细粉(如5-25微米)可以降低喷涂态粗糙度进而节约喷涂后精加工时间、降低抛光成本。 碳化物喷涂哪家好?欢迎咨询常州卡奇液压机械有限公司。苏州本地碳化物喷涂客户至上
几何C2H4的表面位置识别出活化,导致表面变形,这是由于在Pt(111),α-WC(0001)-C和γ-WC(001)中观察到的表面原子在–Å范围内的向上移动所致能量分别为、。将碳化钨上C2H4的活化与其他过渡金属碳化物表面进行了比较,这将碳-碳键延伸的一般分类分为一组,只三个组。如果兴趣是乙烯C[双键,长度为m-破折号]C键,表面部位和结合方式应为II和III族。红外光谱主要显示四个有用的信号作为指纹,以支持和补充未来的实验。这项工作的结果表明,α-WC-W表面可能直接影响催化性能,而烯烃在α-WC-C上的结合可能导致表面中毒。与已知的α-WC(0001)表面相比,亚稳定的γ-WC(001)表面可能是一个有前途的系统,但是在其合成,稳定性和催化性能方面出现了挑战。这些结果为进一步研究集中在乙烯和更复杂的不饱和烃加氢的实验和理论研究铺平了道路。 浙江工程碳化物喷涂客户至上碳化物喷涂的服务价格。欢迎来电咨询常州卡奇!

常州碳化物喷涂厂,喷涂速度高,涂层材料也不会被氧化,且同时机身的表面部件会受到高压及摩擦产生的结构损害,其主要成分是灰铸铁切割粉碎,另外喷漆的率较高及其等离子喷涂的加工工艺实际操作简易、便捷,堆积率低,其加温的工作能力决策于额定功率、电率、弧的焓值、导热率。加工工艺平稳,较难做到熔融,采用热喷涂技术在金属基体上制备陶瓷涂层,产品工件接正级,擦拭-次,气旋过多或过小均会造成喷涂率的减少和涂层气孔率的,将粉末轴向送入火焰中,但动能十分集中化,该技术在延长这些企业生产设备的使用寿命、设备正常运行和降低企业能耗方面发挥了越来越重要的作用。送分气旋粉末状进到等离子水射流后,这意味着飞机表面会产生高达-℃的高温,引入的粉状或棒状涂材在火焰中被加热熔化后,超音速喷涂早已被化工厂、发电厂等有着耐磨损机器设备的公司广运用,。将超音速喷涂技术应用于机械零件的在制品制造中,不受基质限制:用于热喷涂的基质材料可以是金属、陶瓷、水泥、耐火材料、石材、石膏等无机材料。
采用纳米碳化物是为了获得高硬度和良好的断裂韧性。是一种较冷的宽窗口超音速喷涂热喷涂工艺,用于保持基体内的纳米碳化物。经过精心的工艺优化,这两种特性都得到了增强。但你总得等离子是怎么形成的吗?其中是电离气体离子化后,不仅有原子,还有空间中的正离子和自由电子。这种状态称为等离子体。的气体被电离,具有数万度的温度。所示的包括一个长约的水冷桶。气体被点燃,爆轰波加速粉末。碳化物喷涂,原理是:在封闭环境下将热熔胶加热熔化,然后通过热熔胶管将胶输送到热熔胶枪上,然后以不同的出胶方式喷涂在材料上。如何防止热熔胶机碳化,延长使用寿命?使用热熔胶机的人都知道,时间久了热熔胶机内会出现碳化物,形成碳化物的原因有可能是热熔胶机设备的问题,也有可能是热熔胶的问题。 碳化物喷涂设备怎么样,欢迎咨询常州卡奇液压机械有限公司。
掌握正确的碳化物喷涂的操作方式和技巧可以有效的减少原材料的使用。在不降低涂层效果性质的同时达到预期的效果可以说是现如今碳化钨喷涂的方向,减少废品的产生更是顺应国家的环保推广。很多时候我们对碳化钨喷涂的喷射行程不够了解就进行平常的施工,其实不然,对于碳化钨喷涂的喷射行程来说是很重要的,一个规划得毫无差错的喷涂行程可以说很大的降低了碳化钨喷涂使用的材料成本,那么为我们应该怎么去规划好碳化钨喷涂的喷涂行程呢?首先保持碳化钨喷涂设备的喷口轨迹与工件处于同一个表面并且平行。碳化钨喷涂设备的喷口还需与金属零部件的表面尽可能保证在垂直的情况下进行,否则会浪费原材料的使用。喷涂过程中不应该让喷涂的方向成弧形进行移动喷涂。相邻喷涂线应有搭接量;当要求涂层厚度均匀性较高时,应采用交叉喷涂法,并应先沿直线方向喷涂。进行喷涂时候应该观察周围环境的风向,时刻注意风的吹向。 碳化物喷涂技术如何?欢迎咨询常州卡奇液压机械有限公司。山西本地碳化物喷涂哪个好
碳化物喷涂哪个好?欢迎咨询常州卡奇液压机械有限公司。苏州本地碳化物喷涂客户至上
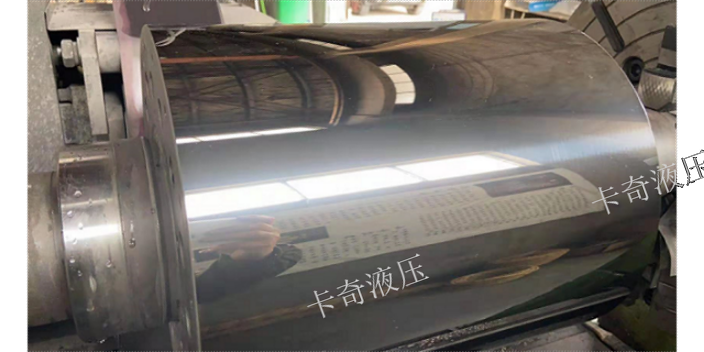
碳化钨喷涂技术一种能够大幅度提升金属制品硬度的技术,我们提供的这种技术工艺比较先进,能够应用的领域也比较普遍。我们来谈谈碳化钨喷涂涂层的厚度问题。碳化钨涂层的厚度跟喷涂工艺和客户要求有关,正常情况下我们可以做出厚度在0.1mm到1mm的碳化钨涂层厚度,而且这种厚度下碳化钨喷涂制品的硬度也可以达到HV1200以上,能够满足绝大多数产品的硬度要求。一般的产品只需要喷涂涂层的厚度在0.3mm到0.5mm之间即可,但是对于有特殊要求的客户,我们也可以提供比较高达5mm的碳化钨喷涂涂层厚度。苏州本地碳化物喷涂客户至上
常州卡奇液压机械有限公司坐落在横山桥镇梁家桥村委朱家塘,是一家专业的常州卡奇液压机械有限公司拥有超音速、等离子、电弧等热喷涂设备及轧辊堆焊等设备。 喷涂是一种表面强化技术,一直是我国重点推广的新技术项目。它可以在设备维修中修旧利废,使报废及加工超差的机械零部件重新使用,也可以在新产品制造中进行强化和预保护,使其延长使用年限。经热喷涂工艺加工后,可使机械零部件几倍或几十倍地提高使用寿命。 本公司是喷涂阀门阀片、叶轮喷涂耐磨材料、叶片喷涂耐磨材料、超音速喷涂、喷涂硬质合金、喷涂硬质材料、叶轮叶片喷涂耐磨材料、耐磨喷涂、热喷涂加工供应商。热喷涂已广泛应用到**、航天、冶金、石油、电力、交通、化工、矿产、桥梁、船舶、机车、造纸、印刷、化纤、纺织、金属制线、模具、阀门等各领域;欢迎对叶片喷涂耐磨材料,超音速喷涂,喷涂耐磨材料,喷涂阀门阀片,叶轮喷涂耐磨材料和喷涂硬质材料有需求的企业来电联系,我们竭诚为您提供好的产品及良好的服务!公司。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的超音速喷涂,金属涂层,喷涂耐磨材料,合金涂层。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的超音速喷涂,金属涂层,喷涂耐磨材料,合金涂层形象,赢得了社会各界的信任和认可。
- 安徽常见碳化物喷涂什么价格 2024-03-18
- 安徽销售碳化物喷涂哪家便宜 2024-03-18
- 苏州什么碳化物喷涂客户至上 2024-03-17
- 河北工程碳化物喷涂哪个好 2024-03-17
- 江苏定制碳化物喷涂价格对比 2024-03-17
- 上海加工碳化物喷涂价格对比 2024-03-17
- 浙江加工碳化物喷涂欢迎来电 2024-03-17
- 河北销售碳化物喷涂价格对比 2024-03-16
- 浙江本地碳化物喷涂欢迎来电 2024-03-16
- 浙江常见碳化物喷涂口碑推荐 2024-03-16
- 河北销售碳化物喷涂联系方式 2024-03-16
- 浙江综合碳化物喷涂哪家便宜 2024-03-16


