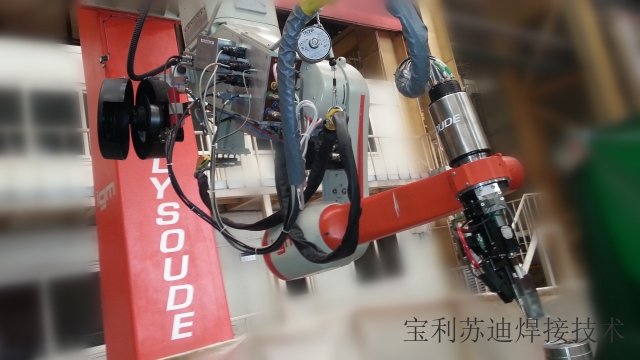
宝利苏迪机器人TIG焊接系统为适应机器人自动定子线圈水接头焊接的需求,对焊炬进行了相应非标设计,同时加装机器人夹持接口和AVC滑块,机器人夹持接口便于与机器人手臂快速连接且精度可靠,AVC滑块可有效避免水接头处管子的距离误差不均匀等问题。非标设计后的焊炬可以配合钨极自动更换系统实现钨极的自动更换。机头前端加装视觉系统和焊接摄像头,焊接摄像头外部设计有水冷壳,运行过程中全程水冷,用来实现视觉精细定位线圈水接头位置和焊接过程中可实时对电弧及焊缝成型进行图像采集,监视焊缝状态。宝利苏迪悬吊管托块焊接机器人中,机器人控制系统控制机头定位和焊枪焊接轨迹位移。甘肃管子管板焊接机器人窄间隙焊机

宝利苏迪管板平面堆焊机器人采用工件旋转,机器人带动机头变位的方式,焊接位置:1G,2G。TIG工艺,采用钨极直径:2.4mm和3.2mm(普通堆焊),3.2mm和4.0mm(高效堆焊),堆焊焊丝直径:0.9-1.2mm,焊炬与工件表面之间的距离通过AVC跟踪实现。地轨安装在水平地面上,有效行程满足典型工件焊接,操作机立柱和横梁结构合理,刚性好,具有绕度补偿功能,使横梁在处于高位且伸缩长度大时能进行长时间稳定的焊接操作,且不出现振动。横梁具备高速或低速提升功能。操作机采用平地摆放,采用地脚螺栓固定。广西堆焊机器人窄间隙焊机宝利苏迪主管道机器人自动焊接系统具备多层多道连续焊接功能,并可编程控制停止点,便于进行无损检测。

宝利苏迪提供窄间隙机器人设备,用于阀壳对接环焊缝横焊位置的焊接。设备具有自动窄间隙氩弧焊打底焊接和填充焊接功能,由搭载窄间隙氩弧焊焊枪的工业机器人避开障碍物,完成全周焊缝的焊接任务。焊接过程中采用氩气作为保护气进行焊接,焊缝质量满足要求。该窄间隙机器人设备主要组成部分包括:氩弧焊接电源,窄间隙氩弧焊焊枪,热丝系统,送丝系统,工业机器人,行走机构,弧压跟踪系统,水冷系统,视频监控系统,数据采集系统等。
宝利苏迪自动堆焊设备堆焊机器人的控制系统具有安全功能,具有紧急停止,自动模式停止,测试模式停止等。堆焊机器人具有监控系统,主要包括机器人本体和焊接状态监控。机器人本体的监控主要包括状态和位置信息,机器人的监控变量可编辑或增加。可通过软件直接控制机器人的运行和启动,并可以指定机器人运行的程序。焊接机器人控制系统可根据设备的活动空间和活动轨迹进行运动方式和动作位置编程。如焊接过程意外中断停止后,焊接机器人控制系统可通过报警等方式通知操作人员,人为干预处理,处理后,按原设定程序继续焊接工作。宝利苏迪自动管板氩弧焊接机器人适用于蒸发器、换热器管与管板的自动氩弧焊接,覆盖内缩/齐平/外伸形式。
宝利苏迪数控搬运机器人可用于锅炉膜式壁直管对接无人自动焊接生产线,待焊接管子被料架传递给智能热丝TIG焊接设备上料系统,设备自动完成管子上料、组队、充氩、预热、焊接、参数记录、过程显示、清枪剪丝、钨极更换、出料等一系列工作,实现无人化自动焊接生产。6轴数控工业机器人应用于该生产线短管物料自动搬运系统中,将短管物料及时送达至待焊区并实现管料坡口自动组对需要。机器人末端夹持机构可快速、准确、安全、牢固抓取短管的适合位置且不损伤管件坡口及管件母材表面。宝利苏迪主管道自动机器人焊接设备具有马鞍焊轨迹执行能力,实现多轴联动运动。陕西自动氩弧焊接机器人系统
宝利苏迪换热器管板焊接机器人系统可以根据机器人控制系统给出的焊接顺序,由机器人实现机头初定位。甘肃管子管板焊接机器人窄间隙焊机
宝利苏迪管板机器人焊接系统采用Polysoude P6型先进自动程控焊接电源,模块化设计,具有直观友好的中文操作界面,具有自检功能,多功能模块,以太网兼容接口及错误诊断系统等。可通过内部存储器或U盘存储焊接程序,焊接过程中应能持续,平稳地输出电流和电压,具有高效率,低能耗的特点。适用材质:碳钢,合金钢,不锈钢及镍基合金等。焊接电流控制模式:脉冲、恒流。脉冲送丝与焊接脉冲电流同步。焊接速度、送丝速度、旋转速度等均有显示。保护气体可调节控制,带安全阀和流量检测功能。冷却系统对焊接设备进行冷却。甘肃管子管板焊接机器人窄间隙焊机


