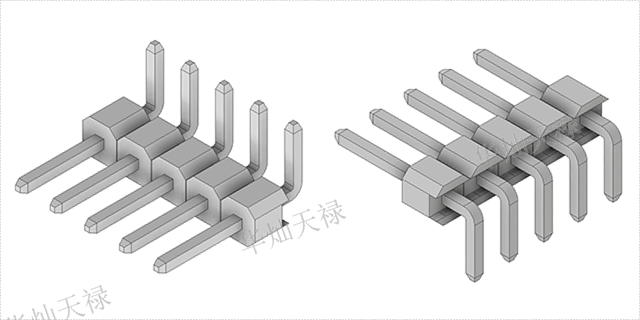
排针排母加工工艺过程主要为 :先按要求用黄铜(或磷青铜)加工好插针,并按要求先镀镍再镀金,再使用模具加工好绝缘体部份,在设备上按尺寸要求将插针镶到绝缘体上。排针排母按照间距划分:分0.8mm,1.0mm,1.27mm,2.0mm,2.54mm间距。按照塑胶高度和塑胶数量划分(比如说单塑,双塑,3塑等)按照排针排母的排数划分:分单排、双排、3排、4排等,排针排母包装方式:袋装、管装,卷装,排针排母材料:插针材料: 黄铜或磷青铜 ;绝缘体材料。排针排母连接器在过波峰焊温度及時间须严控好波锋焊的温度及过炉时间。圆孔排针排母哪种好
排针的接触电阻,接触电阻要小,能够到几十毫欧为好;绝缘电阻,我们希望它很大,能够到几百兆欧甚至几千兆欧;抗电强度,指的是排针之间、接触件之间,或者是接触件与外壳之间能承受的额定的试验电压的能力;一般的电磁性能,包括对电磁干扰引起的衰减,以及对电磁干扰屏蔽的能力等。排针要耐冲击、耐振动,因为在一些特殊的环境中,比如航空航天、铁路运输、公路运输等,对电器的冲击和振动是很强的。应用于电子、电器、仪表中的PCB电路板中。圆孔排针排母哪种好排针排母连接器的接触表面会附则氧化层,油污或其他杂物。
母排折弯时应符合下列规定:母排开始弯曲处距绝缘子的母排支持夹板边缘不应大于0.25L,但不得小于50mm。分支母线开始弯曲处距主母线连接位置不应小于30mm;矩形母排应减少直角弯曲,弯曲处不得有裂纹及明显的折皱,母排的小弯曲半径应符合表2的规定。在液压机上的压花模具进行压花,母排压花面应均匀清晰。母排采用螺栓固定搭接时,连接处距绝缘子的支持夹板边缘不应小于50mm;上片母排端头与下片母排平弯开始处的距离不应小于30mm。母排扭转90°时,其扭转部分的长度应为母排宽度地2.5倍~5倍。母排的接触面加工必须平整、无氧化膜。经加工后其截面减少值;铜母排不应超过原截面的3%;铝母排不应超过原截面的5%。
排针,排母,排针排母,板对板连接器作为产品与设备中不可缺少的重要配件,在许多产品应用领域中的采购比重已超过总采购成本的8%。并且与其他关键器件相比,连接器产品的选择范围更广,其本地采购空间更大,所以它的行业进入壁垒不算高。进入壁垒主要存在于产品差异优势、规模经济,而销售渠道、资本需求、转换成本、成本优势等方面没有特殊的要求。但连接器市场的活力和在通讯在铁路、能源工业、机械工业等高增长潜力,正吸引越来越多的新进入者。排针排母,在生产过程由于原材料或组装原因,经常导致缺针,这是致命不良,不能允许。
排针排母采用的原材料主要有铝、铜、银、金、塑料等,产业链上游主要是金属及塑料供应商,上游较多行业集中度较高,排针排母行业对上游企业议价能力较弱;排针排母产业链下游主要是3C电子、家电、汽车等厂商,我国智能手机、白电等行业集中度高,而国内汽车电子市场主要被国际巨头所占据,排针排母行业对下游企业话语权同样较弱。由此来看,排针排母行业盈利空间有限。排针排母行业进入门槛较低,我国生产企业数量多,除小部分企业外,大部分企业以低端产品生产为主,市场同质化竞争严重,行业整体盈利能力弱。除此之外,排针排母在低端市场中,有较大的可能性被价格更为低廉的接线端子等产品所替代。由此来看,未来我国排针排母行业中较多技术落后、以低端产品生产为主的企业将逐步被淘汰。排针排母加工过中,要注意哪些细节?圆孔排针排母哪种好
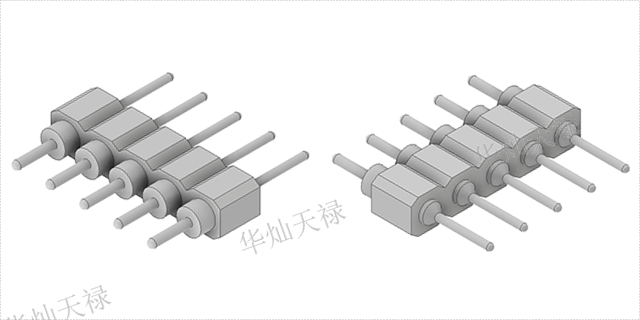
单排针的功能是在电源电路内被阻隔处或单独堵塞的线路中间,具有纽带的作用。圆孔排针排母哪种好
排针在技术进步和成本下降的双重推动下,排针技术实力和产业地位将决定我国相关企业的发展速度。因为,新技术出现就要求电子企业能够跟上技术进步的步伐,而产业的地位也决定了企业在上下游价格谈判中所处的地位。在大中城市,平板电视已进入了实质性普及阶段,但面对着价格尺寸排针交错、技术功能繁杂、高低端产品“共舞”这样一个市场,很多消费者都感到一头雾水。改善生产过程排针排母简化电子产品的装配过程。也简化了批量生产过程易于维修,如果某电子元部件失效,装有排针时可以快速更换失效元部件便于升级,随着技术进步,装有排针时可以更新元部件。圆孔排针排母哪种好