- 品牌
- 伊比精密科技有限公司
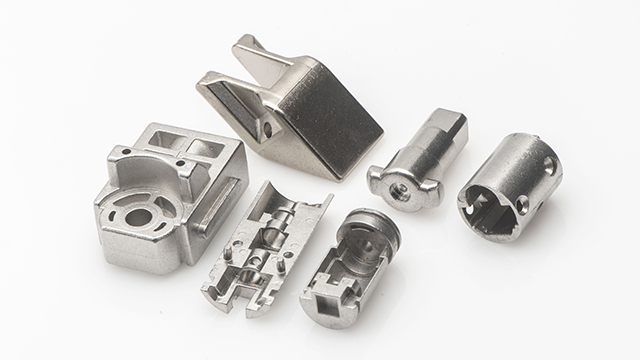
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
对于需要表面高硬度、中心高韧性的铁基零件,表面硬化工艺是不可或缺的技术环节。渗碳、碳氮共渗或等离子氮化可以使零件表层形成几百微米厚的硬化层。例如,纯铁零件经过渗碳处理后,表层硬度可从低水平提升至50HRC以上。这种工艺方案在精密传动机构和电动工具零件中应用频繁,既保留了铁基材料的成本优势,又获得了优异的耐磨性能。运营视角下的硬化处理需要严格控制硬化层深度和梯度。如果硬化层过脆或与基体结合力不足,在交变应力下容易产生剥落。通过对热处理工艺参数(如温度、时间和介质浓度)的标准化管理,并结合金相显微镜观察,可以确保护层组织的均匀性。这种从材料改性出发的优化逻辑,能够帮助运营人员协助设计端解决“耐磨与抗冲击”之间的矛盾,体现出专业的技术判断力。这种制造手段适用于生产批量较大且一致性要求较高的结构件!常州锁金属注射成型

在汽车传感器外壳和燃油系统组件的制造中,不锈钢MIM件必须符合IATF16949质量管理体系。这意味着每一批次零件从粉末溯源、喂料混炼到烧结热处理,都必须有完整的闭环数据。17-4PH材料因其在高低温交替环境下的组织稳定性和耐腐蚀性,常被选用于排放系统及涡轮增压器零件。汽车行业对故障率的要求通常以PPM(百万分之几)计。在运营流程中,建立全自动化检测线,包括视觉识别和气密性测试,是保障交付质量的必要手段。通过对制程失效模式及后果分析(FMEA)的深入实施,运营人员能够预判并拦截潜在的工艺风险。这种对标准化和体系化的执行力,是制造从业者实现职场跨越的核心竞争力。常州金属注射成型代加工这种方式适合制备不锈钢、低合金钢等多种材料的零部件;
在决策精密零件的生产方案时,通常以“形状复杂度”和“材料利用率”作为定量分析指标。CNC加工是不锈钢原材料的“减法”过程,在处理异形槽、盲孔或内凹结构时,刀具损耗与加工时长呈线性增长。而MIM工艺通过模具成型,将零件的材料利用率提升至95%以上,这在原材料成本占比高的项目中具有明显的财务优势。当单笔订单的模具成本平摊到数万件产品上时,MIM的单件成本通常比CNC下降30%至50%。作为运营人员,通过建立“产量-成本”平衡点模型,可以协助客户在产品研发初期选择更具经济性的路径。这种基于制造逻辑的成本管控,不仅是岗位能力的体现,更是助力个人月薪跨向15K的技术底气。
钛合金的高活性决定了其对氧(O)、氮(N)、碳(C)等间隙元素具有极强的亲和力。在MIM全制程中,氧含量的增加会诱发晶格畸变,导致材料硬度上升的同时塑性大幅下降。通常情况下,Ti-6Al-4V零件的氧含量需控制在0.2%以下。间隙元素含量的超标是导致钛零件脆断的关键变量。运营过程中,控制氧增量的关键在于从喂料制备到热脱脂的每一个环节。使用高纯度的氩气保护或高真空环境是必要的物理手段。建立针对粉末批次的氧含量检测流程,并监控脱脂阶段的残碳量,能够有效规避批量性报废风险。这种对化学成分微观变化的数字化管理,是体现技术型运营岗位专业深度的重要维度。在大规模生产微型复杂零部件时,金属注射成型展现出较高的效率。

智能门锁的锁芯系统包含大量异形拨片、离合器零件和方轴。这些零件通常选用不锈钢或铁基材料,通过MIM工艺实现零件表面的耐磨性和内部的抗扭强度。由于锁具结构空间受限,零件设计往往极其紧凑且带有多个互锁特征。MIM技术利用流体成型原理,能够在微小空间内实现复杂的力学传递路径,确保了锁具在高频次开启下的动作准确性。安全件对尺寸稳定性的要求极为严苛。MIM工艺通过对脱脂和烧结过程中的线性收缩进行数学建模,能够将异形拨片的尺寸公差控制在极小区间,确保了锁芯内部各组件的配合间隙符合防拔、防震的安全标准。通过减少后续的磨削加工,MIM不仅提升了生产效率,还避免了二次加工可能引入的应力裂纹,为智能安防产品提供了稳固的结构支撑。许多精密手表的表壳与表带扣件都采用了金属注射成型技术。常州金属注射成型代加工
伊比精密科技应用脱脂烧结工艺,制造航空航天用钛合金紧固件,轻量化提升30%。常州锁金属注射成型
在智能手表与运动追踪器的制造链中,MIM工艺是实现复杂三维形状与高表面质量的物理纽带。以316L不锈钢为材料,通过注塑成型实现了表壳内腔的精细结构,减少了传统机加工在处理曲面时的刀具路径复杂度。这种工艺能够将表壳的壁厚控制在0.8mm至1.2mm之间,同时维持内部支撑结构的机械强度,确保了设备在长时间佩戴下的物理稳定性。针对外观件的高要求,MIM烧结件具备均匀的等轴晶组织,这为后期的镜面抛光和PVD(涂层提供了平整的物理基面。通过对烧结收缩率的精确补偿,零件的公差能够稳定在±0.3%以内。这种基于近净成型技术的大批量产出能力,满足了消费电子产品快速更迭的市场节拍,同时通过材料的高利用率降低了不锈钢原材料的损耗。常州锁金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

在铁基MIM的大规模生产中,尺寸的一致性是评估制程能力的关键要素。由于不锈钢和铁基粉末在烧结收缩行为上的微小差异,模具尺寸的补偿系数必须通过实验数据确定。在运营过程中,通过对关键尺寸(CTQ)进行统计过程控制(SPC),计算CPK值,可以客观评价生产线的稳定性。通常要求精密零件的CPK值达到1.33以上,以确保交付产品的公差符合设计要求。模具的磨损和烧结工装的平整度是影响尺寸离散度的关键变量。定期进行模具维保和工装校准,是运营流程中的必要环节。通过引入自动化视觉测量设备,可以实现全数检测,从而拦截潜在的尺寸超差件。这种基于统计学原理和精密检测技术的质量管理方法,是铁基精密制造行业的高级标准,也...
- 锁金属注射成型有多少 2026-02-10
- 钨钢金属注射成型市场价格 2026-02-08
- 江苏不锈钢金属注射成型 2026-02-08
- 淮安金属注射成型配件 2026-02-08
- 汕尾金属注射成型生产厂家 2026-02-08
- 苏州表壳金属注射成型 2026-02-08
- 中山金属注射成型结构零件 2026-02-08
- 医疗金属注射成型配件 2026-02-08
- 北京金属注射成型市场价格 2026-02-07
- 杭州金属注射成型厂家 2026-02-07




- 温州精密金属注射成型 2026-02-07
- 常州锁金属注射成型 2026-02-07
- 3C金属注射成型工艺流程 2026-02-07
- 广东结构件金属注射成型 2026-02-07
- 苏州智能眼镜金属注射成型 2026-02-06
- 上海钛合金金属注射成型 2026-02-06





- 锁金属注射成型有多少 02-10
- 广东3C粉末冶金 02-09
- 智能家具粉末冶金结构零件 02-09
- 巨型粉末冶金厂 02-09
- 不锈钢粉末冶金怎么样 02-09
- 广东附近粉末冶金 02-09
- 湖南粉末冶金结构零件 02-09
- 宁波粉末冶金优势 02-09
- 淮安结构件粉末冶金 02-09
- 山东粉末冶金厂家 02-09