- 品牌
- 伊比精密科技有限公司
- 材料材质
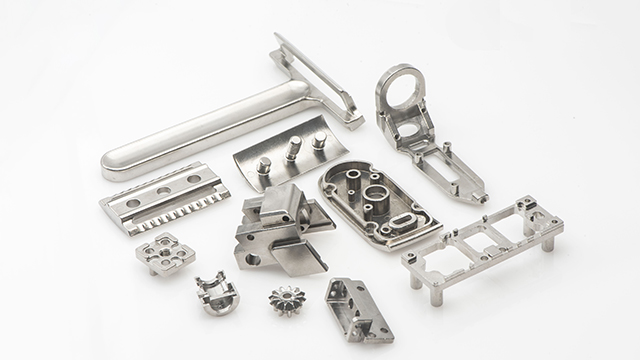
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
尽管MIM工艺可以使钛合金达到95%以上的相对密度,但对于航空或消费电子件,微小孔隙的存在仍会降低零件的抗疲劳寿命。热等静压(HIP)工艺在高温高压环境下(通常为900°C以上,100MPa气压),利用压力促使零件内部残留的闭口孔隙通过塑性流动和扩散完全闭合,使致密度接近理论值的100%。在运营方案中引入HIP环节,需要平衡成本增加与性能提升之间的关系。虽然HIP增加了单件工费,但通过提升力学性能的一致性,可以大幅降低后期测试的失效率。掌握HIP处理前后的组织演变逻辑,并据此优化前端烧结工艺,能够为客户提供具备更高可靠性的钛合金解决方案,体现了运营岗位对全工艺链的统筹能力。陶瓷粉末也可以借鉴这种工艺,从而衍生出陶瓷注射成型技术。北京金属注射成型工艺

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标准。广州金属注射成型优势新型粘结剂系统的研发持续优化着金属注射成型的脱脂效率。

伊比精密在金属注射成型领域建立了具备确定规模的制造体系,通过在不同地区设立生产基地,实现了供应链的全球化支撑。这种布局的物理基础在于其庞大的射出成型机群与连续式烧结炉配置,能够应对单月千万件级别的订单需求。在精密制造行业,这种产能规模是保障大批量订单准时交付的基础指标,有效降低了客户在面对突发性市场需求波动时的供应风险。在运营层面,伊比精密通过标准化的工艺流程,确保了不同基地产出的零件在物理性能与尺寸公差上维持高度的一致性。这种全球化的协同模式,不仅缩短了针对不同区域市场的物流半径,还通过资源的比较好配置,实现了从喂料研发到成品交付的全链路效率管理。这种基于规模化生产的成本分摊能力,是精密注射成型行业中极具代表性的商业逻辑。
在智能手表与运动追踪器的制造链中,MIM工艺是实现复杂三维形状与高表面质量的物理纽带。以316L不锈钢为材料,通过注塑成型实现了表壳内腔的精细结构,减少了传统机加工在处理曲面时的刀具路径复杂度。这种工艺能够将表壳的壁厚控制在0.8mm至1.2mm之间,同时维持内部支撑结构的机械强度,确保了设备在长时间佩戴下的物理稳定性。针对外观件的高要求,MIM烧结件具备均匀的等轴晶组织,这为后期的镜面抛光和PVD(涂层提供了平整的物理基面。通过对烧结收缩率的精确补偿,零件的公差能够稳定在±0.3%以内。这种基于近净成型技术的大批量产出能力,满足了消费电子产品快速更迭的市场节拍,同时通过材料的高利用率降低了不锈钢原材料的损耗。金属注射成型技术将塑料成型的灵活性与粉末冶金的高性能结合。

MIM技术被称为“近净成型”制造,其逻辑在于减少从原材料到成品的中间损耗。在不锈钢零件的制造过程中,传统机加工会产生大量的金属切屑,而MIM工艺将金属粉末通过粘结剂承载,注塑过程中产生的浇口料可以经过破碎后再利用。这种材料循环机制使总利用率稳定在95%以上。在企业运营维度,提高利用率直接对应着BOM(物料清单)成本的下降。通过优化模具排位设计和流道尺寸,可以进一步压缩单件产品的克重,从而在不影响功能的前提下挖掘利润空间。在当前制造业强调资源效率的背景下,这种基于数据分析的生产优化,是运营人员展示岗位价值、争取调薪机会的数据指标。随着材料科学的进步,金属注射成型的应用正向航空航天领域拓展。四川金属注射成型零件
这一制造技术广泛应用于消费电子产品的精密构件生产!北京金属注射成型工艺
模具工程是MIM工艺的起始点,伊比精密通过引入高精度的数控加工设备与放电成型技术,将模具型腔的公差控制在微米量级。针对大批量订单,通过设计一出多(Multi-cavity)的模具结构,提升了单位时间内的产出效率。这种模具设计的技术逻辑在于平衡各型腔间的注塑压力,确保每一个零件在射出状态下的密度分布趋于一致。在生产制程中,伊比精密应用了先进的流道分析软件,对金属喂料在模腔内的流动行为进行定量模拟。这种方法能够预判结合线、气孔等潜在缺陷的位置,并在模具制造阶段进行优化调整。通过采用耐磨性优异的模具材料,确保了模具在数十万次冲次后依然维持稳定的物理基准,为实现复杂异形件的精密复刻提供了坚实的技术前提。北京金属注射成型工艺
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
智能门锁的锁芯系统包含大量异形拨片、离合器零件和方轴。这些零件通常选用不锈钢或铁基材料,通过MIM工艺实现零件表面的耐磨性和内部的抗扭强度。由于锁具结构空间受限,零件设计往往极其紧凑且带有多个互锁特征。MIM技术利用流体成型原理,能够在微小空间内实现复杂的力学传递路径,确保了锁具在高频次开启下的动作准确性。安全件对尺寸稳定性的要求极为严苛。MIM工艺通过对脱脂和烧结过程中的线性收缩进行数学建模,能够将异形拨片的尺寸公差控制在极小区间,确保了锁芯内部各组件的配合间隙符合防拔、防震的安全标准。通过减少后续的磨削加工,MIM不仅提升了生产效率,还避免了二次加工可能引入的应力裂纹,为智能安防产品提供了...
- 梅州结构件金属注射成型 2026-02-14
- 汕头金属注射成型 2026-02-13
- 中山金属注射成型表面效果 2026-02-13
- 梅州金属注射成型结构零件 2026-02-13
- 浙江结构件金属注射成型 2026-02-13
- 陶瓷金属注射成型生产厂家 2026-02-13
- 扬州钛合金金属注射成型 2026-02-13
- 3C金属注射成型工艺流程 2026-02-13
- 智能眼镜金属注射成型强度 2026-02-12
- 宁波金属注射成型工艺流程 2026-02-12




- 泰州机器人金属注射成型 2026-02-12
- 北京金属注射成型工艺 2026-02-12
- 湛江不锈钢金属注射成型 2026-02-12
- 连云港金属注射成型流程 2026-02-12
- 智能金属注射成型质量 2026-02-11
- 佛山金属注射成型 2026-02-11





- 湛江粉末冶金多少钱 02-14
- 汕头金属注射成型 02-13
- 梅州表壳粉末冶金 02-13
- 中山金属注射成型表面效果 02-13
- 梅州金属注射成型结构零件 02-13
- 浙江结构件金属注射成型 02-13
- 陶瓷金属注射成型生产厂家 02-13
- 扬州钛合金金属注射成型 02-13
- 广州粉末冶金结构件 02-13
- 3C金属注射成型工艺流程 02-13