关于数控旋风铣在机械行业已经出现了几十年了,在现在数控旋风铣是比较火的,数控旋风铣是被广大用户安装数控车车床等车床上.使单头多头、蜗杆、丝杠、螺母等螺纹类产品加工效率提高10-30倍,加工精度提高两极,光洁度达0。8um.数控锯铣机又叫实木开料机。其实解释到这里很多人就清楚了,本身我们下料、加工分割大板就是采用的数控带锯,而这款设备就是由数控带锯升级来的,又是采用铣刀加工的模式。因此定义他就是数控锯铣机也叫实木开料机、木工下料机、CNC下料机等等吧。兴起时间并不长,因此名字也不是很统一,不过对咱们木匠来说,实用更实惠才是硬道理。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。一般螺纹加工方法有哪些?阀门数控旋风铣加装
什么是旋风铣因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名。旋风铣的五个运动旋风铣与车床配套后在加工过程中需要完成五个加工运动:刀盘带动硬质合金成型刀高速旋转(主运动)车床主轴带动工件慢速旋转(辅助运动)旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)旋风铣在车床中拖板带动下进行径向运动(切削运动)旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。多头蜗杆数控旋风铣数控加工中心立铣刀的几大使用步骤。

数控旋风铣特点:依加工材料选刀①钢料软钢:如45°钢,50°钢进口钢,这些材料比较容易加工,国产的高速钢刀具(如ATA刀)即可加工,也可采用进口的YG、SKT、LBK等刀具加工硬钢:如P20、738等,这些钢料采用国产的高速钢(如ATA);较难加工,可采用进口的YG、SKT、LBK等刀具加工,也可采用合金刀加工。特硬钢:如S136、718、油钢、五金合金钢等,这些材料非常硬,采用国产的高速钢刀(如ATA刀)已无法加工,这时可采用合金刀具加工。②铜铝这些材料比较软,一般采用各种刀具均可以加工,但要考虑软性材料的韧性大,因此刀具要利,主轴转速快。③淬过火,烧焊过的模料,应采用合金刀具加工。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。
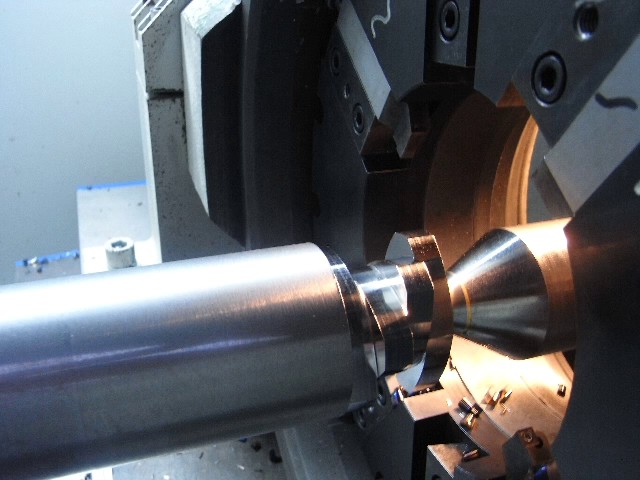
数控旋风铣的特点:数控立式铣床,立式数控铣床,主体部分主要由底座、立柱、鞍座、工作台、主轴箱等部件组成,其中主体的五大件均采用度质量铸件且树脂砂造型,组织稳定,确保整机有良好的刚性和精度的保持性。三轴导轨副均采用高频淬火及贴塑导轨组合,保证机床运行精度、降低磨擦阻力及损耗,三轴传动系统由精密滚珠丝杆及伺服系统电机构成,并配有自动润滑装置。机床三轴均采用不锈钢制导轨伸缩罩,防护性能好,整机全闭式护罩,门窗更大,外观整齐美观,操作控制箱置于机床右前方,且可旋转,操作方便。可进行各种铣削、镗孔、刚性攻丝等加工,且性价比高,是机械制造行业高质、高精、高效的理想设备。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。蜗杆转子轴数控旋风铣效果展示。

数控旋风铣的特点:数控立式铣床,立式数控铣床,主体部分主要由底座、立柱、鞍座、工作台、主轴箱等部件组成,其中主体的五大件均采用度质量铸件且树脂砂造型,组织稳定,确保整机有良好的刚性和精度的保持性。三轴导轨副均采用高频淬火及贴塑导轨组合,保证机床运行精度、降低磨擦阻力及损耗,三轴传动系统由精密滚珠丝杆及伺服系统电机构成,并配有自动润滑装置。机床三轴均采用不锈钢制导轨伸缩罩,防护性能好,整机全闭式护罩,门窗更大,外观整齐美观,操作控制箱置于机床右前方,且可旋转,操作方便,可进行各种铣削、镗孔、刚性攻丝等加工,且性价比高,是机械制造行业高质、高精、高效的理想设备。你不了解的旋风铣,加工螺纹的神器。多头螺纹数控旋风铣创新服务
数控铣床和加工中心工艺特点,刀具介绍。阀门数控旋风铣加装
数控旋风铣:内切式1、内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高;2、如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致);3、内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度;4、因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度等级。更多旋风铣选购知识建议电询南京创远旋铣装备制造有限公司。阀门数控旋风铣加装