- 品牌
- 华中真空
- 型号
- 齐全
- 产地
- 山东
- 可售卖地
- 全国
对于缺乏明确参数的老旧工艺,可通过实验测量:用临时真空系统逐步调节压力,记录不同压力下的产品质量(如真空度不足导致食品包装保质期缩短),反向推导较好工作压力。根据确定的工作压力范围,参照对应关系表初步筛选机组类型,重点关注:机组的有效工作区间:确保工作压力处于机组抽速稳定段(如工作压力100Pa应选在1000-1Pa区间有稳定抽速的罗茨-旋片机组);压力控制能力:精密压力控制需求(波动<±1%)需选带PID调节的机组(如半导体设备涡轮分子泵机组);升压恢复能力:存在间歇放气的工艺(如物料放气)需机组有快速抽除能力(抽速≥放气速率的1.5倍)。华中真空不断改善和改进质量管理体系,牢固树立“质量是企业生命”的观念。辽宁真空机组设备

工作压力相同但气体类型不同时,机组选型需针对性调整:可凝性气体(水蒸气、溶剂蒸气),重点问题:气体凝结会污染泵油或堵塞通道,导致抽速下降。选型策略:低中真空:优先选干式螺杆泵(无油)或带气镇的旋片泵(气压力≥蒸气分压),高真空:涡轮分子泵需配套冷阱(-80℃以下),避免蒸气进入泵体,禁忌:扩散泵(蒸气会污染扩散泵油,3个月内抽速可下降50%),腐蚀性气体(酸雾、氯气),重点问题:腐蚀泵体和密封件,导致泄漏率上升,选型策略:泵材质选316L不锈钢(耐腐蚀性优于304)。吉林水环式真空机组山东华中真空设备拥有一站式服务产品体系的团队:团结合作、敬业尽责、共同超越企业使命!

不同类型真空机组的S-P曲线差异明显:罗茨真空泵在10⁴-10⁰Pa区间保持稳定抽速,适合作为提速泵使用;涡轮分子泵的恒定抽速区间为10⁻¹-10⁻⁷Pa,能在超高真空阶段维持抽气能力;水环泵的有效抽速区间则集中在10⁵-10³Pa,超过此范围后抽速急剧下降。这种特性差异决定了不同机组在真空系统中的功能定位。实际应用中需明确抽气速率与几个易混淆参数的区别:名义抽速:制造商在标准条件(通常20℃、干燥空气)下测得的泵入口抽速,是选型的基础参考,但实际工况下可能因气体种类、温度等因素产生偏差。有效抽速:真空系统实际作用于被抽容器的抽气速率,受管道阻力、阀门节流等影响,通常小于泵的名义抽速。例如,当管道直径从100mm减小至50mm时,有效抽速可能下降40%以上。
抽气速率直接的影响是真空环境的建立时间。根据真空系统动态方程:t=(V/S)・ln(P₀/P₁),其中t为抽气时间,V为系统容积,S为有效抽速,P₀为初始压强,P₁为目标压强。该公式表明,在容积和压强变化一定时,抽气时间与抽气速率成反比。以半导体晶圆镀膜机为例:腔室容积5m³,需从大气压(10⁵Pa)抽至10⁻³Pa。若采用抽速1000L/s的机组,理论抽气时间约40分钟;若将抽速提升至2000L/s,时间可缩短至20分钟。在量产场景中,这种时间差异直接转化为产能——某芯片厂通过将镀膜机抽速从800L/s升级至1500L/s,使单日产能提升45%。山东华中本着诚信、品质、服务的经营理念,不断开拓创新,与时俱进,深获广大用户的赞扬。

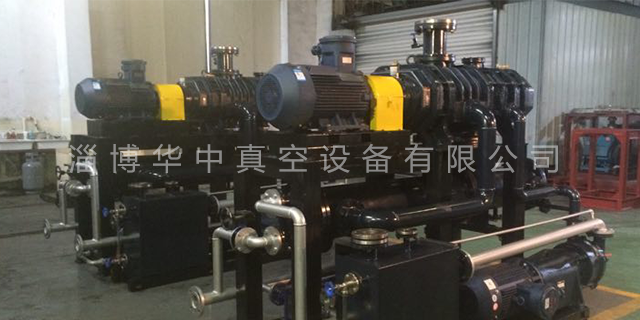
罗茨真空泵的抽气速率覆盖范围广(10-10000m³/h),其明显特点是在10⁴-10⁰Pa区间具有平坦的抽速曲线,抽速波动通常小于10%。这种“恒抽速”特性使其成为中真空阶段的理想提速设备,常与前级泵组成复合机组。罗茨机组的抽速与转速成正比(在额定转速范围内),通过变频调速可实现抽速的无级调节。在化工蒸馏系统中,采用罗茨-水环复合机组比单一水环泵的抽速提高3倍,将蒸馏时间从8小时缩短至3小时,同时降低了物料受热分解的风险。但需注意,罗茨泵不能单独工作,必须与前级泵匹配——当前级泵抽速不足时,会导致罗茨泵过载,甚至引发机械故障。山东华中以优良的品质、束越的特性和完善的售后服务体系,得到客户的认可和支持!淄博聚丙烯真空机组
山东华中愿意与所有合作伙伴一同努力,在真空设备行业中与时俱进、不断超越。辽宁真空机组设备
启动后,高速旋转的动叶片与气体分子发生弹性碰撞,使气体分子获得向排气口方向的动量。通过多级叶片的接力传递,气体分子被逐级推送至排气端,由前级泵抽走。不同气体分子因质量差异表现出不同抽速:对轻质气体(如H₂)抽速较低,需配合牵引级叶片;对重质气体(如N₂)抽速可达额定值的90%。在半导体刻蚀工艺中,涡轮分子泵机组展现出独特优势。其可在10⁻⁸Pa真空度下维持稳定抽速,且无油污染,能避免金属离子对晶圆的污染。通过变频控制器调节转速(可在额定转速的50%-100%范围内调节),可精确匹配刻蚀过程中的气体负载变化,确保腔室压力波动控制在±0.1Pa以内。辽宁真空机组设备
- 北京螺杆真空机组批发 2026-03-10
- 内蒙古罗茨液环真空机组 2026-03-10
- 山西水环式真空机组批发 2026-03-10
- 青岛罗茨无油真空机组 2026-03-07
- 吉林水环真空机组批发 2026-03-07
- 安徽水环真空机组价格 2026-03-07
- 青海聚丙烯真空机组 2026-03-06
- 重庆罗茨真空机组 2026-03-05
- 陕西罗茨旋片真空机组 2026-03-05
- 河北水环真空机组多少钱 2026-03-03
- 青岛抽真空机组 2026-03-03
- 云南高真空机组批发 2026-03-01