- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
密封的监测:密封在运转过程中,通过干气密封控制系统可对整套密封的运行状况进行监测。正常情况下出口压力表(PI-11)显示的值应该和入口压力(减压阀V2 上压力读数)大致相当:1)若干气密封密封气出口压力表(PI-12)读数低于入口压力(减压阀V2 上压力读数0.5MPa),表明外侧干气密封泄漏过大;2)若干气密封密封气出口压力表(PI-12)读数高于入口压力(减压阀V2 上压力读数0.5MPa),表明内侧机械密封泄漏过大;出现以上现象可视现场情况决定是否拆机检查。在石油和天然气行业,干气密封能够有效防止挥发性有机化合物(VOCs)的泄漏。云南低温干气密封行价

干气密封技术简介:定义:干气密封一般指依靠几微米的气体薄膜润滑的机械密封,也称为气膜密封或气体密封。随着现代工业的迅速发展,干气密封被普遍地用于离心式压缩机、膨胀机、蒸汽透平以及高速和高压的流体机械中,其中应用较普遍的是螺旋槽干气密封。工作原理:干气密封和传统上的液相用机械密封类似,只不过干气密封的两端面被一定的薄气膜分隔开,成为非接触状态。由于气体的粘度很小,需要依靠强有力的流体动压效应来产生分离端面的流体压力,同时使气膜具有足够的刚度以及抵抗外界载荷的波动,保持端面的非接触。陕西压缩机干气密封行价干气密封的研发需要跨学科合作,材料科学、机械工程和流体力学等领域的知识相互交融。

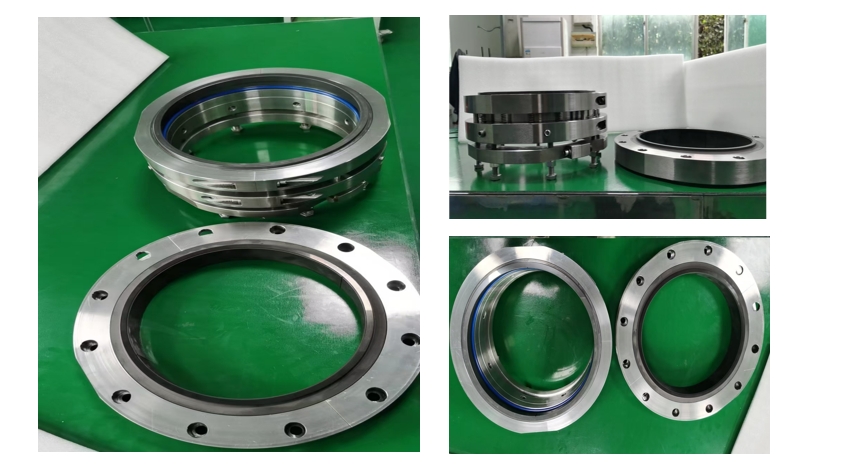
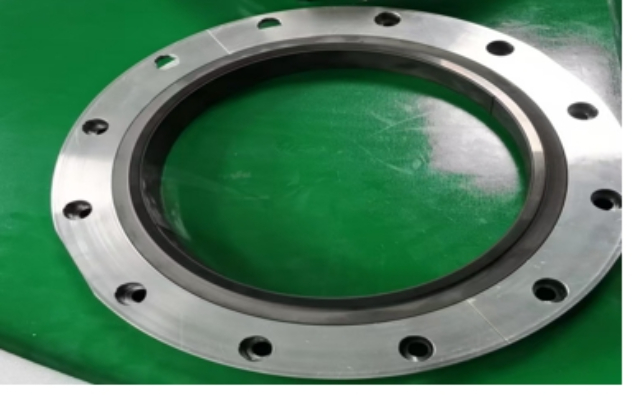
干气密封在压缩机内的具体的位置:一台典型的透平压缩机包含两个介于轴承之间的集装式干气密封干气密封和普通平衡型机械密封相似,也由静环和动环组成。其中,静环由弹簧加载,并靠O型圈辅助密封。但是与液体普通平衡型机械密封的区别在于:干气密封动环端面开有气体槽,气体槽深度只有几微米,端面间必须有洁净的气体,以保证两个端面间形成一个稳定的气膜使得密封端面完全分离。气膜厚度一般为几微米,这个稳定的气膜可以使密封端面保持一定的密封间隙。间隙如果太大,密封效果会变差。
动环辅助密封圈阻止了介质可能沿动环与轴向间隙的泄露(泄露出点2);而静环辅助密封圈阻止了介质可能与端盖之间的间隙泄露(泄露出点3)。工作时,辅助密封圈无明显相对运动,基本上属于静密封。端盖与密封腔体链接处的泄露出点4为静密封,常用O型圈或垫片来密封。机械密封与其他形式的密封相比,具有以下特点。1)密封性好。2)使用寿命长。3)运转中不用调整。4)功率损耗小。5)轴或轴套表面不易磨损。6)耐振性强。7)密封参数高,适用范围广。8)结构复杂、拆装不变。不同工况下,需要针对性地调整干气密闭系统参数,以适应变化的操作条件。

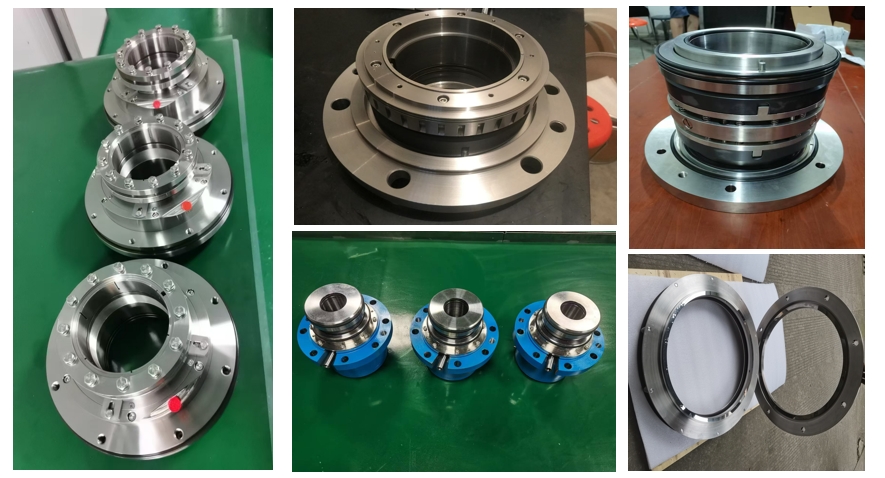
干气密封的类型:(1)带中间迷宫的串联式密封,它的结构特点为在串联式密封的两级之间加入迷宫密封结构。其中一级主密封气为工艺气,中压N2为开停机辅助气;二级密封和中间迷宫间、隔离气都使用氮气。当一级主密封失效时,二级密封起到辅助安全阻封和密封作用。适用于易燃、易爆、危险性大、不允许泄漏到大气中、也不允许阻封气进入到机内的工况。如氢气压缩机、CO压缩机、乙烯、丙烯压缩机等。(2)双端面密封,双端面密封适用于没有火炬条件,不允使工艺气泄漏到大气中,但允使阻封气进入机内的工况。其结构布置相当于面对面布置两套单端面密封,有时两个密封共用一个动环。一般采用氮气作为阻塞气体,控制阻密封气(N2)的压力始终维持在比工艺气体压力高于0.2~0.3MPa 。干气密封的主要优点是其耐高温、高压性能,使其适用于各种极端工作环境。陕西压缩机干气密封行价
尽管安装复杂,但通过专业培训,可以有效提高工作人员对该技术理解与运用能力。云南低温干气密封行价
干气密封工作时的维护,干气密封设计的适用范围较宽,正常情况下不需要维护。一般应每天观察密封泄漏量。泄漏量如有增加的趋势,可能预示着密封有失效的可能。通常应注意以下几点:1.螺旋槽干气密封是单向旋转的,因此应一定避免反向旋转。同时应避免在小于5米/秒的低速下长时间运转。这两种情况均有可能损坏密封。2.确保密封气的流量稳定。维持密封气的稳定和不间断是干气密封正常运行的基本条件。3.过滤器压差达到报警值时应及时切换过滤器,并更换滤芯。4.机组开车时,必须等待干气密封控制系统的隔离气建立起足够的压力后才能开启滑油系统。5.机组停车时,必须等待机组完全停止运行并在滑油系统停止后10分钟以上才能关闭干气密封控制系统云南低温干气密封行价

由于密封液和介质均属易汽化物质,并且介质中含有很多杂质,对普通机械密封容易产生负面影响,根据该泵的工艺参数以及实际工况的特点,提出以下两点改造方案:(1)为克服介质易挥发造成机械密封端面干摩擦,主体密封采用干气密封,密封型式选择TM11A型干气密封,从而不受介质汽化的影响,同时通过主密封气体的过滤控制,使得干气密封的端面接触的是干净气体。(2)为使介质的杂质不影响干气密封的正常工作,采用了前置缓冲液进行冲洗,为使结构简单,直接利用泵出口过滤后的干净介质作为缓冲液,同时在泵介质与密封缓冲液之间增加一道螺旋密封,以阻隔杂质不进入缓冲液,保护干气密封正常工作。干气密封的性能直接影响到整个系统的运行效...
- 天津换热器干气密封定制 2026-03-07
- 北京耐油干气密封价格 2026-03-07
- 四川压缩机干气密封怎么样 2026-03-05
- 湖南防水干气密封原理 2026-03-05
- 贵州集装式干气密封市价 2026-03-04
- 云南干气密封类型 2026-03-03
- 广东原装干气密封市价 2026-03-02
- 海南釜用干气密封行价 2026-03-02
- 湖南泵用干气密封制造商 2026-03-01
- 广西耐油干气密封行价 2026-02-28

- 甘肃压缩机干气密封价位 2026-02-25
- 天津机械干气密封行价 2026-02-25
- 福建耐油干气密封市价 2026-02-24
- 陕西串联式干气密封 2026-02-14
- 河南进口干气密封怎么样 2026-02-13
- 云南防水干气密封制造商 2026-02-13

- 山东双剖分式机械密封哪家好 03-09
- 北京锚框式搅拌器机械密封市价 03-08
- 集装式搅拌器机械密封参考价 03-08
- 山西全剖分式机械密封批发价格 03-08
- 山东双剖分式机械密封厂商 03-07
- 天津换热器干气密封定制 03-07
- 北京耐油干气密封价格 03-07
- 重庆剖分式机械密封现货直发 03-06
- 四川反应釜用剖分式机械密封现货直发 03-06
- 山西不锈钢搅拌器机械密封厂商 03-06