- 品牌
- 四川川奥密封件有限公司
- 型号
- 齐全
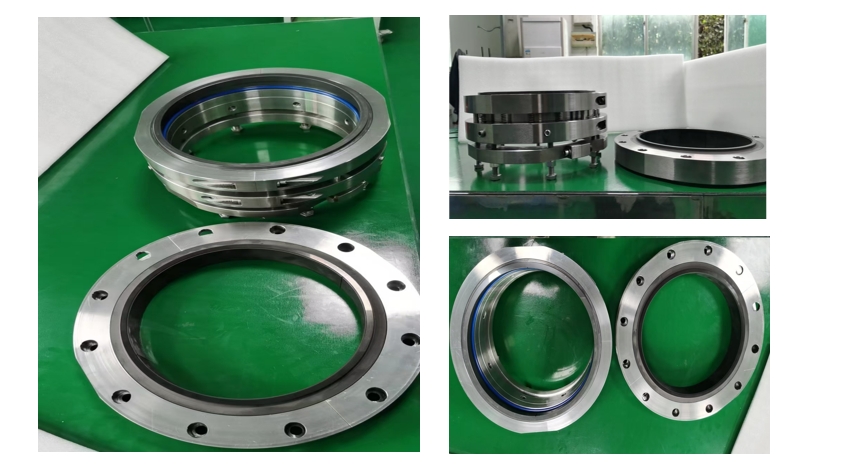
组成:1、机械密封一般由四大部分组成:1)由静止环和旋转环组成的一对密封端面,该密封端面有时也称为摩擦副,是机械密封的主要;2)以弹性元件(或磁性元件)为主的补偿缓冲机构;3)辅助密封机构;4)使动环和轴一起旋转的传动机构。2、机械密封的结构多种多样,较常见的结构如上图所示。机械密封安装在旋转轴上,密封腔内有1、紧定螺钉 2、弹簧座 3、弹簧 4、动环辅助密封圈 5、动环 它们随轴一起旋转。机械密封的其他零件、包括6、静环7、静环辅助密封圈和8、防转销安装在锅盖内,端盖和密封腔体用螺栓连接。一些企业开始采用模拟软件进行干气密封的设计与优化,提高了研发效率和准确性。天津耐油干气密封厂商

干气密封在不同类型密封中的应用:在液环式泵中,干气密封的使用可以减少液体泄露的风险,从而降低环境污染的可能性。在机械密封中,干气密封可以减少摩擦,从而提高密封的寿命。此外,干气密封也适用于其他密封类型,例如开式机械密封、波纹管密封,以及联轴器和软管密封等。在这些类型的密封中,干气密封可以提供更高的性能和更长的使用寿命。总之,干气密封不*适用于轴向密封,还可以应用于其他类型的密封,如容器顶部密封等。无论是在何种类型的密封中,干气密封都可以提供更好的性能和更长的使用寿命。江西储罐干气密封供应商干气密封的应用领域不断扩展,涵盖了制药、化妆品等行业,以确保产品的纯净和安全。

判断密封是否正常工作主要通过对一级泄漏气的监测来进行。一级干气密封如出现异常,压力和流量会明显增大。如达到设定的高报警值,会通过压力变送器传至控制室,发出报警信号,提醒操作人员检查控制系统压力是否在设计范围。当气体泄漏量达到高高报警值时,表明干气密封已经失效,系统连锁停车,保证设备不受损坏。干气密封的适用范围:干气密封适用于各种转子式设备的密封,包括离心泵、离心压缩机、离心风机、涡轮机、鼓风机、齿轮泵、容器顶部密封等。容器顶部密封通常用于粉状或颗粒状物料的储存罐,通过干气密封的形式保证顶部的密封。此外,在管道连接中,干气密封也可以使用,它可以确保压力差不会造成泄漏。
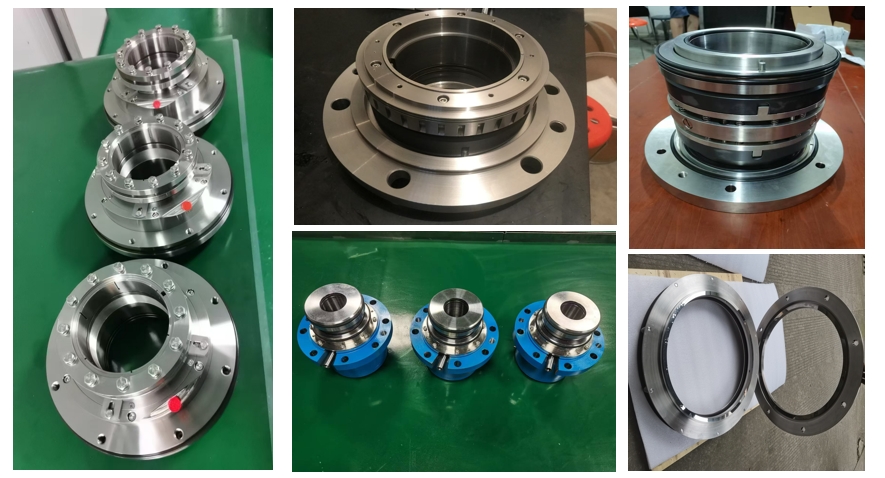
干气密封的典型结构:对于不同的工况条件,可采用不同的干气密封总体结构形式。实际应用中,用于离心压缩机的干气密封主要有下面四种结构形式:1、单端面密封,单端面密封主要用于不属于危险性的气体,即允许少量介质气体泄漏到大气环境中的场合。密封所用气体为工艺气本身。国内引进机组中的二氧化碳压缩机多用此种类型。2、串联密封,串联式干气密封是一种操作可靠性较高的密封结构,典型应用是允许少量介质气体泄漏到大气中的工况。在石油化工企业的引进机组中使用较多。在全球追求环保与效率的大背景下,干气密封技术将继续成为各行各业的重要支持力量。

干气密封主要元件的一般要求:1、 硬质材料密封环密封端面平面度不大于0.0006mm,粗糙度Ra值不大于 0.2um,软质材料密封环密封端面平面度不大于0.0009mm,粗糙度Ra值不大于 0.2um,静止环密封端面与副密封O形橡胶圈接触部位表面粗糙度Ra值不大于 0.8um,旋转环两端面的平行度0.005mm。2、密封环端面不得有裂纹、杂质、气孔、磕碰等缺陷。3、静密封O形橡胶圈槽与静密封0形橡胶圈接触部位表面粗糙度Ra值不大于1.6um。4、O形橡胶圈尺寸系列及公差按GB 3452.1-2005的规定,胶料的物理化学性能要求按JB/T 7757.2-2-2006的规定,O形橡胶圈可采用高于GB 3452.1-2005及JB/T 7757.2-2006的国外标准0形橡胶圈。5、弹簧的技术要求应符合JB/T 11107-2011的规定,同一套密封中各弹簧之间的自由高度差不大于0.5mm。6、石墨环需做气压试验,试验压力为0.3MPa持续10min不应有破裂和渗漏现象。在干气密封中,气体作为介质,可以有效防止介质与外界接触,从而降低环境污染风险。云南原装干气密封原理
在应急情况下,干气密封可快速恢复正常工作状态,为企业提供可靠保障。天津耐油干气密封厂商
双端面干气密封:它适用于不允许工艺气泄漏到大气中,但允许阻封气(例如氮气)进入机内的工况。双端面密封相当于面对面布置的两套单端面密封,有时两个密封分别使用两个动环。它适用于没有火炬条件,允许少量阻封气进入工艺介质中的情况。在两组密封之间通入氮气作阻塞气体而成为一个性能可靠的阻塞密封系统,控制氮气的压力使其始终维持在比工艺气体压力高0.2~0.3MPa的水平,这样密封气泄漏的方向总是朝着工艺气和大气,从而保证了工艺气不会向大气泄漏。天津耐油干气密封厂商

由于密封液和介质均属易汽化物质,并且介质中含有很多杂质,对普通机械密封容易产生负面影响,根据该泵的工艺参数以及实际工况的特点,提出以下两点改造方案:(1)为克服介质易挥发造成机械密封端面干摩擦,主体密封采用干气密封,密封型式选择TM11A型干气密封,从而不受介质汽化的影响,同时通过主密封气体的过滤控制,使得干气密封的端面接触的是干净气体。(2)为使介质的杂质不影响干气密封的正常工作,采用了前置缓冲液进行冲洗,为使结构简单,直接利用泵出口过滤后的干净介质作为缓冲液,同时在泵介质与密封缓冲液之间增加一道螺旋密封,以阻隔杂质不进入缓冲液,保护干气密封正常工作。干气密封的性能直接影响到整个系统的运行效...
- 天津换热器干气密封定制 2026-03-07
- 北京耐油干气密封价格 2026-03-07
- 四川压缩机干气密封怎么样 2026-03-05
- 湖南防水干气密封原理 2026-03-05
- 贵州集装式干气密封市价 2026-03-04
- 云南干气密封类型 2026-03-03
- 广东原装干气密封市价 2026-03-02
- 海南釜用干气密封行价 2026-03-02
- 湖南泵用干气密封制造商 2026-03-01
- 广西耐油干气密封行价 2026-02-28

- 甘肃压缩机干气密封价位 2026-02-25
- 天津机械干气密封行价 2026-02-25
- 福建耐油干气密封市价 2026-02-24
- 陕西串联式干气密封 2026-02-14
- 河南进口干气密封怎么样 2026-02-13
- 云南防水干气密封制造商 2026-02-13

- 山东双剖分式机械密封哪家好 03-09
- 北京锚框式搅拌器机械密封市价 03-08
- 集装式搅拌器机械密封参考价 03-08
- 山西全剖分式机械密封批发价格 03-08
- 山东双剖分式机械密封厂商 03-07
- 天津换热器干气密封定制 03-07
- 北京耐油干气密封价格 03-07
- 重庆剖分式机械密封现货直发 03-06
- 四川反应釜用剖分式机械密封现货直发 03-06
- 山西不锈钢搅拌器机械密封厂商 03-06