- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- W型,T型,V型,C型 ,D 型,非标
- 类型
- 金刚石玻璃管割刀,金刚石圆镜机
- 材质
- 聚晶金刚石,立方氮化硼,高碳钢,金刚石,低碳钢,合金钢,工具钢,合金
- 适用行业
- 耐火材料加工,金属加工
- 结合剂
- 金属,合金,陶瓷
- 生产工艺
- 烧结
PCD刀具主要材料是金刚石粉末,佐以一定的股捏硅铁等金属以及结合剂,在高温高压状态下生产出来的。硬度的话是普通硬质合金刀具的100多倍。可以达到>8000HV。热传导系数也要高出6,7倍。PCD刀具主要应用于以下两方面:1.难加工有色金属材料的加工:用普通刀具加工难加工有色金属材料时,往往产生刀具易磨损、加工效率低等缺陷,而PCD刀具则可表现出良好的加工性能。如用PCD刀具可有效加工新型发动机活塞材料——过共晶硅铝合金(对该材料加工机理的研究已取得突破)。2.难加工非金属材料的加工:PCD刀具非常适合对石材、硬质碳、碳纤维增强塑料(CFRP)、人造板材等难加工非金属材料的加工。天然金刚石刀具的硬度达10000HV;CBN的硬度达7500HV。松江齿轮组合铣刀PCD,CBN多晶刀具联系方式

机械加工正朝着高速化、复合化、智能化及环保型方向发展随着现代集成制造系统的问世以及切削速度不断提高,对刀具性能提出更高的要求,开发各种耐磨性优良能长时间进行稳定加工的超硬切削刀具是必然趋势切削刀具逐步向高效加工、硬加工、干式加工、超精密加工和新型难加工材料加工的方向发展PCD刀具与PCBN刀具是实现精密和超精密加工的必备加工刀具。过去,除非是特殊加工不可缺少的,PCD/PCBN刀具几乎不为实际加工所采用。因为PCD/PCBN刀具成本太高。如今,尽管PCD/PCBN刀具仍然有点昂贵,然而其质量与可靠性已提高。从而使PCD/PCBN刀具在汽车、航空航天以及医疗设备等工业领域的许多机械加工中具有较强的竞争性。在刚性较好的机床和刀架上安装PCD/PCBN刀具,生产厂家可充分利用PCD/PCBN所具有的潜能来提高生产率。同时在各种机械加工应用中,PCD/PCBN刀具为生产厂家提供了更大的切削刀具的选择余地。使他们在改善成本提高生产率时有了更有利的机会。PCD/PCBN刀具有三种基本形式:整体式、全断面式和刀尖式。尺寸较大、较厚的新型PCBN整体刀具,具有良好的耐磨耐冲击特性。刀具良好的耐磨性和耐冲击性,是加工含铁素体少于10%的铸铁材料的关键手段。刀具耐磨、耐冲击性的提高。
虹口合金焊接弧齿刀PCD,CBN多晶刀具品牌装夹PCBN刀具时,刀具的悬伸长度要尽量短,以防止刀杆颤振和变形,使PCBN刀具保持良好的加工状态。
造成刀具严重磨损。(4)对机床的工艺系统:由于PCBN刀具多用于淬硬钢及耐磨铸铁等难加工材料的切削加工,且刀具有负倒棱,因而径向力较大。这就要求机床刚度和精度要好,系统振动要小,刀具安装时悬臂要小,PCBN刀具不宜用于荒面加工。目前,虽然PCBN刀具材料的价格相对硬质合金及陶瓷刀具的价格还偏高,但均摊到每个工件上的刀具成本却低于其他材料刀具,采用先进切削加工工艺时,若将磨削机床等设备投资摊入生产成本,则PCBN刀具的使用会带来更大经济效益。对一般中小企业来说,精加工工序的磨削加工始终是制造过程的瓶颈,若购置性能好的车床,采用PCBN刀具,应用以车代磨等先进切削加工工艺,即可节省设备投资、提高生产率,又可增加加工过程的柔性。另外,目前由于人员费用的增大及环境保护方面的要求,大力推广使用PCBN刀具,充分发挥其潜在效能,提高切削加工技术水平也是具有重要意义的。
PCBN刀具材料具有优良的切削性能,所以特别适合加工其硬度在HRC45以上的淬火钢、耐磨铸铁、HRC35以上的耐热合金以及HRC30以下而其它刀片很难加工的珠光体灰口铸铁。为了充分发挥PCBN刀片的优越性,取得满意的加工效果,在实际使用时,除参照表1所推荐的PCBN刀片选用的切削用量外,还应根据机床、工件及其它有关条件的具体情况考虑,合理选择。硬态切削时,径向力很大,这就要求机床功率要大,机床系统刚性要好,这既可保护PCBN刀具,又可获得满意的加工效果。装夹PCBN刀具时,刀具的悬伸长度要尽量短,以防止刀杆颤振和变形,使PCBN刀具保持良好的加工状态。表1PCBN刀片常用切削用量工件材料切削速度(m/min)进给量(mm/r)切削深度(mm)折叠BNK30灰铸铁180~230HB400~。PCD刀具不适于加工较软的黑色金属材料。

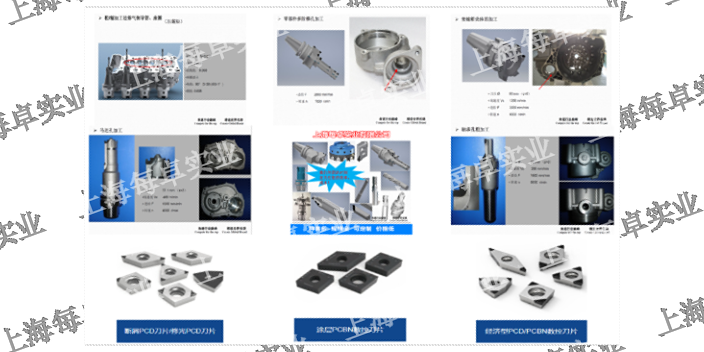
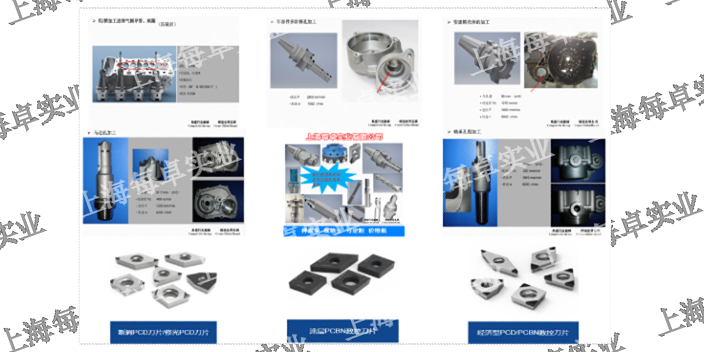
PCD铰刀,在孔加工领域有着举足轻重的地位,因其确保孔的终加工精度要求,在孔加工领域,PCD铰刀都是需要加工精度比较高的孔,在零件加工中,也是容易出现加工不良问题,PCD铰刀在汽车配件领域,应用及其,因其寿命,和加工的后的光洁度较高,在汽车配件加工中,也是常见的刀具,一般加工定位孔,或者精度比较高的装配孔。PCD成型铰刀PCD成型刀,包含PCD成型铣刀,PCD成型铰刀,以及PCD成型钻头,孔的成型加工,越来越被机械加工领域的工程师们接受,因其缩短了加工节拍,又节约了刀具成本,同时PCD成型刀又能提高加工效率,在有色金属加工领域,尤其是变速箱,发动机等零件加工中,逐渐得到推广,PCD成型刀,也被称为孔加工刀具高度复合刀具,尤其在加工铝合金多阶梯孔,PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。超硬金刚石材料具有优异的机械性能、物理性能和其他性能。黄浦汽车零部件PCD,CBN多晶刀具销售
PCD刀具多用于高速切削/镗孔/铣削等有色金属以及非铁基金属材料,适合加工各种耐磨非金属。松江齿轮组合铣刀PCD,CBN多晶刀具联系方式
CBN刀具是一种有立方氮化硼的超硬材料进行人工合成的刀具。具体加工过程是:由于CBN微粉中残留有WBN、HBN、叶蜡石、石墨、镁、铁等杂质另外它和结合剂粉末中均含有吸附氧、水汽等对烧结不利。因此原材料的净化处理方法是确保合成聚晶性能的重要环节之一。研制时我们采用下列方法对CBN微粉和结合剂材料进行净化处理首先在300 C左右用NaOH处理CBN徽粉去除其中的叶蜡石和HBN然后煮高氯酸去除石墨,用HCl在电热板上煮沸除去金属并用蒸馏水洗至中性。结合剂用的Co、Ni、Al等采用氢还原处理。然后将CBN和结合剂按一定配比混合均匀并参入石墨模具中 送入压力小于1E2的真空炉内加热8001000°C处理1h除去其表面的污垢、吸附氧及水汽等使CBN晶粒表面很洁净。这样就形成了CBN刀具。松江齿轮组合铣刀PCD,CBN多晶刀具联系方式
上海每卓实业有限公司位于肖湾路511号2幢3层,是一家专业的上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。公司。在每卓实业近多年发展历史,公司旗下现有品牌AKIZ,森泰英格,恒峰,沃尔德等。公司坚持以客户为中心、上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。每卓实业始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的液压夹具,非标数控刀具,数控刀柄,齿轮刀具。
- 陕西PCD面铣刀PCD 2023-05-16
- 黑龙江PCD镗刀PCD 2023-05-16
- 河南PCD车刀片PCD 2023-05-16
- 山东PCD槽铣刀PCD 2023-03-20
- 天津PCD锪刀PCD 2023-03-20
- 四川PCD车刀片PCD 2023-03-20
- 江西PCD面铣刀PCD 2023-03-20
- 山东PCD套铣刀PCD 2023-03-18
- 陕西PCD刀片PCD 2023-03-14
- 辽宁PCD刀具PCD 2023-03-14
- 重庆PCD套铣刀PCD 2023-03-14
- 安徽PCBN车刀片PCD 2023-03-14