- 品牌
- 安宇泰
- 加工类型
- 激光切割,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,有机玻璃,PVC板,PCD、PCBN、陶瓷、硬质合金、不锈钢、热处理钢、钼等
- 年最大加工能力
- 5000000
- 年剩余加工能力
- 4000000
- 厂家
- 安宇泰
- 加工产品范围
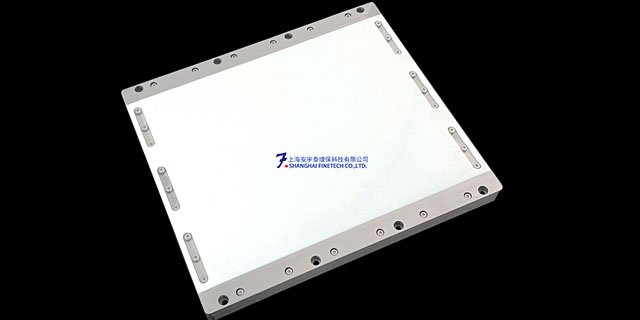
- 五金配件制品,电子元件,仪表,模具,用于半导体加工真空板,精密道具,各类精密喷嘴,相机模组夹具等
- 打样周期
- 4-7天
- 加工周期
- 8-15天
飞秒激光加工方式是一种利用超短脉冲激光进行材料加工的技术。这种激光脉冲的持续时间极短,通常在飞秒(1飞秒等于10^-15秒)量级。飞秒激光加工具有极高的峰值功率和极短的脉冲宽度,能够在极短的时间内将能量高度集中于材料的微小区域,从而实现精确的材料去除或改性,而不会对周围材料造成热损伤或机械应力。这种加工方式适用于各种材料,包括玻璃、陶瓷、金属和聚合物等,广泛应用于微细加工、精密制造、医疗设备制造和科研领域。飞秒激光加工技术可对PCD、PCBN、陶瓷、硬质合金、不锈钢、热处理钢、钼等各种材质的产品进行细孔加工。北京高精度飞秒激光掩模板
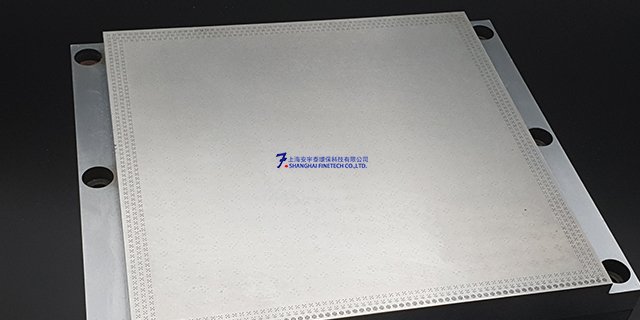
飞秒激光打孔技术具有一系列明显的特点,使其成为高精度加工领域的良好方案。以下是飞秒激光打孔的主要特点:1.高精度:飞秒激光能够实现亚微米级别的加工精度,非常适合微细孔加工。通过精确控制激光的焦点位置、脉冲能量和扫描路径,可以在材料上打出极小且精确的孔洞。2.极小热影响区:由于飞秒激光的脉冲持续时间极短(通常在飞秒量级),能量在极短时间内释放,几乎没有热传导效应,从而减少了对材料的热损伤。这使得飞秒激光打孔在加工热敏感性材料时具有明显优势。3.无接触加工:飞秒激光打孔采用非触碰的模式,不会接触到工件,避免了传统加工方法中的磨损问题。同时,由于无需模具,也减少了模具的损耗和更换成本。4.高速高效:飞秒激光打孔的速度非常快,能够在短时间内完成大量孔洞的加工。此外,设备内通常配备有双循环冷却系统,确保设备可以长时间稳定工作,提高生产效率。5.加工质量高:飞秒激光打孔后的孔洞边缘光滑、整齐,尺寸和位置精度极高。这种高质量的加工效果有助于提升产品的整体性能和使用寿命。北京韩国加工飞秒激光薄膜芯片相对于传统激光加工设备,飞秒激光由于脉冲时间极短,被加工物体不会被加热,适合加工30微米以下的小孔。
飞秒激光是一种使用极短脉冲激光技术的激光,其脉冲持续时间以飞秒(1飞秒等于10^-15秒)为单位。这种激光具有极高的峰值功率和极短的脉冲宽度,能够在极短的时间内将能量高度集中于极小的区域。飞秒激光在材料加工、眼科手术(如飞秒激光辅助的角膜屈光手术)、科学研究等领域有着广泛的应用。由于其脉冲极短,飞秒激光能够以非热效应的方式进行精确的切割和加工,对周围组织的热损伤和机械损伤都极小,因此在需要极高精度和小损伤的场合非常有用。
发展历程自1960年红宝石激光器问世以来,科学家们一直致力于缩短激光脉冲。飞秒激光的产生源于激光锁模技术和腔外光栅对压缩技术的发展。随着科技的进步,飞秒激光的脉宽越来越短,脉冲的峰值功率越来越大,为各个领域的研究和应用提供了有力支持。总结飞秒激光以其超短脉冲、高瞬时功率和高度聚焦的特性,在医疗、工业、科学研究和防卫等领域展现出广泛的应用前景。随着技术的不断进步,飞秒激光将在更多领域发挥重要作用,为人类社会的进步和发展贡献力量。飞秒激光可用于微型器件制造、纳米材料加工等方面;在医学领域,飞秒激光可以用于眼科手术,切割角膜组织。

飞秒激光是一种超短脉冲激光技术,其特点包括极短的脉冲宽度、极高的峰值功率和极高的空间和时间分辨率。飞秒激光的脉冲宽度通常在飞秒(1飞秒等于10^-15秒)量级,因此它能够以极高的精度进行材料加工,对周围材料的热影响极小,几乎不会产生热损伤。这种激光技术广泛应用于眼科手术、精密微加工、科学研究等领域。飞秒激光是一种超短脉冲激光技术,其特点包括极短的脉冲宽度、极高的峰值功率和极高的空间和时间分辨率。飞秒激光的脉冲宽度通常在飞秒(1飞秒等于10^-15秒)量级,因此它能够以极高的精度进行材料加工,对周围材料的热影响极小,几乎不会产生热损伤。这种激光技术广泛应用于眼科手术、精密微加工、科学研究等领域。飞秒激光器及激光加工设备已经在消费电子触摸屏模组生产、半导体晶圆划片等3C制造领域崭露头角。广东超精密飞秒激光异形孔
飞秒激光脉冲与材料相互作用时间在一个非常短的时间(飞秒量级),因此可以实现材料的冷加工。北京高精度飞秒激光掩模板
飞秒激光技术,作为一种高度精密的激光加工技术,自其诞生以来便持续发展和演进,为多个领域带来了明显的创新和进步。以下是飞秒激光技术发展的主要脉络和关键点:1.**发展起源**:-飞秒激光的产生源于激光锁模技术。1974年,E.P.Ippen等人通过染料激光器获得了飞秒激光脉冲。-随后,随着技术的不断进步,飞秒激光的脉宽越来越短,脉冲的峰值功率越来越大。2.**技术突破**:-飞秒激光技术以其超短的脉冲持续时间和超高的瞬时功率,成为实验条件下所能获得的至短脉冲。-飞秒激光能聚焦到比头发直径还要小的空间区域内,其光强能达到10^18W/cm^2量级,这样的强度远超过原子内部相互作用库伦场,能够轻易将电子脱离原子的束缚,形成等离子体。北京高精度飞秒激光掩模板
- 广东韩国加工飞秒激光阵列遮罩板 2026-03-02
- 北京飞秒激光覆膜贴合工具 2026-03-02
- 广东高效飞秒激光超细孔 2026-03-02
- 上海超快飞秒激光精密喷嘴 2026-03-02
- 广东韩国技术飞秒激光相机模组镜头切割器 2026-02-28
- 广东工业飞秒激光 2026-02-27
- 超精密飞秒激光COF Bonding Tool 2026-02-25
- 北京代工飞秒激光掩模板 2026-02-25
- 北京超快飞秒激光小孔 2026-02-14
- 北京高效飞秒激光MLCC 2026-02-14
- 广东超快飞秒激光MLCC垂直刀片 2026-01-20
- 高效飞秒激光MLCC 2026-01-20

