- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
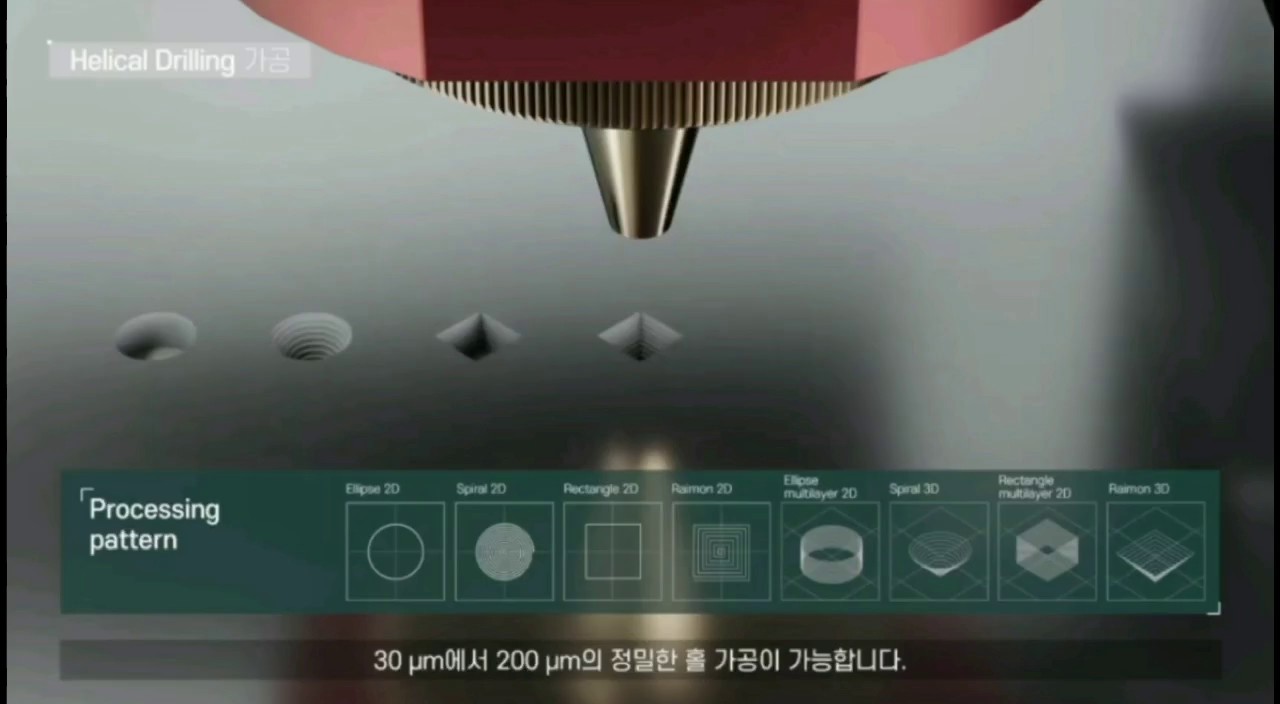
相信很多人在听说超精密加工这个词的时候,都会觉得它是一种神秘高新技术,卓精艺就带领大家了解这项神秘技术的发展历史。跟任何一种复杂的技术一样,超精密加工技术经过一段时间的发展,已经逐渐被大众所了解和熟悉。超精密加工的发展经历了如下三个阶段。1、技术起源阶段20世纪50年代至80年代,美国率先发展了以单点金刚石切削为主的超精密加工技术,用于航天、天文等领域激光核聚变反射镜、球面、非球面大型零件的加工。2、民用发展阶段20世纪80年代至90年代,进入民间工业的应用初期。美国的摩尔公司、普瑞泰克公司,日本的东芝和日立,以及欧洲的克兰菲尔德等公司在国家的支持下,将超精密加工设备的商品化,开始用于民用精密光学镜头的制造。但超精密加工设备依然稀少而昂贵,主要以特殊机的形式订制。在这一时期还出现了可加工硬质金属和硬脆材料的超精密金刚石磨削技术及磨床,但其加工效率无法和金刚石车床相比。超精密激光可以高效实现微米级尺寸、特殊形状、超精度的加工,材料表面无熔化痕迹,边缘光滑无飞溅物。微米级超精密MLCC轮刀
超精密
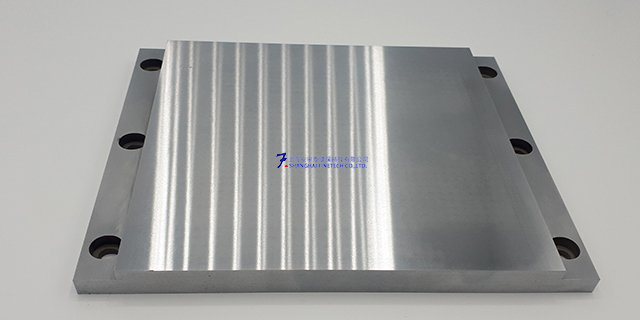
微泰,利用自主自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。有三星电子,三星电机等诸多企业的业绩,四百四十毫米平面方板,平坦度可以做到5微米以下,表面粗糙度RA达0.01微米以下,可以钻20微米的孔,圆度可以达到95%以上,可以加工不同形状和尺寸的微孔,MAX可处理八十万个微孔,刀具方面,刀锋可以加工到0.2微米厚度,刀片对称度到达3微米以下,刀片边缘线性低于5微米以下。我们特别专注于生产需要高难度、高公叉、高几何公叉的产品,超精密零件,包括耗散零件、喷嘴、索引表和夹钳,以及用于MLCC和半导体领域的各种精密零件,真空板。可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷,刀具,刀片,超高精密治具,镜头切割器和刀具CL切割器、TCB拾取工具、折叠芯片模具、摄像头模组的拾取工具,治具。特别是超薄,超锋利的镜头切割器,光滑无毛边地切割塑料镜片的浇口,占韩国塑料镜头切割刀具90%以上的市场,精密要求极高的摄像机传感器与IC、PCB进行热压接合用治具,也占韩国90%以上市场。有问题请联系上海安宇泰环保科技有限公司总代理微米级超精密相机模组镜头切割器由于精度高的缘故,超精密加工常应用在光学元件。也会应用在机械工业。

微泰半导体流量计精密元件半导体流量计的精密组件,可精确测量半导体制造过程中使用的各种气体和液体的流量,并提供实时数据来严格控制该过程。由主体(Body)、叶片(impeller)、钨轴和钎焊轴组成。铝、不锈钢(SUS304、SUS316)、聚甲醛(POM)、可采用聚醚醚酮(PEEK)材料加工,提供1/2"、3/4"、1"、11/4"尺寸。模组型产品尺寸:1/2英寸、9/4英寸、1英寸、11/4英寸材料:AL6061,SUS304,SUS316,POM,PEEK零件包括:主体、叶片、钨轴和钎焊轴。半导体流量计适用于半导体设备的流量计,具有高精度的流量检测功能,能够承受从低到高的温度变化,并能将传感器和转换器等部件降到比较低,从而提高空间利用率。
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。超精密加工精细的品质,能大幅提升许多高科技工业的设计与技术,进而提升产品的竞争力。

我们说的微孔,大部分是用肉眼是看不到的,用放大镜放大,用手机镜头放大都看不到,这是在2毫米见方上开的25个微孔,肉眼是看不到的,在显微镜下才能看到。这是在直径1厘米的钢板上开的一百多个微孔,肉眼隐约可见,对着亮光就可以清晰可见。韩国21世纪株式会社,利用自主自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,生产各种超精密零部件。有三星电子,三星电机等诸多企业的业绩,四百四十毫米平面方板,平坦度可以做到5微米以下,表面粗糙度RA达0.01微米以下,可以钻5微米的孔,圆度可以达到95%以上,可以加工不同形状和尺寸的微孔,MAX可处理八十万个微孔,刀具方面,刀锋可以加工到0.2微米厚度,刀片对称度到达3微米以下,刀片边缘线性低于5微米以下。我们特别专注于生产需要高难度、高公叉、高几何公叉的产品,超精密零件,包括耗散零件、喷嘴、索引表和夹钳,以及用于MLCC和半导体领域的各种精密零件,真空板。可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷,刀具,刀片,超高精密治具,镜头切割器和刀具CL切割器、TCB拾取工具、折叠芯片模具、摄像头模组的拾取工具,上海安宇泰环保科技有限公司总代理激光超精密打孔是将光斑直径缩小到微米级,从而获得高的激光功率密度,几乎可以在任何材料实行激光打孔。微米级超精密MLCC轮刀
超精密加工是为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的一种加工技术。微米级超精密MLCC轮刀
20世纪60年代为了适应核能、大规模集成电路、激光和航天等技术的需要而发展起来的精度极高的一种加工技术。到80年代初,其加工尺寸精度已可达10纳米(1纳米=0.001微米)级,表面粗糙度达1纳米,加工的小尺寸达 1微米,正在向纳米级加工尺寸精度的目标前进。纳米级的超精密加工也称为纳米工艺(nano-technology) 。超精密加工是处于发展中的跨学科综合技术。20 世纪 50 年代至 80 年代为技术开创期。20 世纪 50 年代末,出于航天等技术发展的需要,美国率先发展了超精密加工技术,开发了金刚石刀具超精密切削——单点金刚石切削(Single point diamond turning,SPDT)技术,又称为“微英寸技术”,用于加工激光核聚变反射镜、战术导弹及载人飞船用球面、非球面大型零件等。微米级超精密MLCC轮刀
- 半导体加工超精密超精细 2025-11-14
- 工业超精密MLCC轮刀 2025-11-14
- 高精度超精密蚀刻 2025-11-14
- 微加工超精密半导体零件 2025-11-14
- 半导体超精密VACUM CHUCK 2025-11-13
- 芯片超精密MLCC轮刀 2025-11-13
- 超精密 2025-11-13
- 进口超精密MLCC轮刀 2025-11-12
- 自动化超精密真空卡盘 2025-11-12
- 超快激光超精密CHUCK 2025-11-11
- 韩国技术超精密液体流量阀 2025-11-11
- 半导体超精密测包机分度盘 2025-11-11