- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以失去加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。磁流变抛光技术利用磁场控制磨料特性,实现光学元件的超精密加工。韩国加工超精密钻孔
超精密
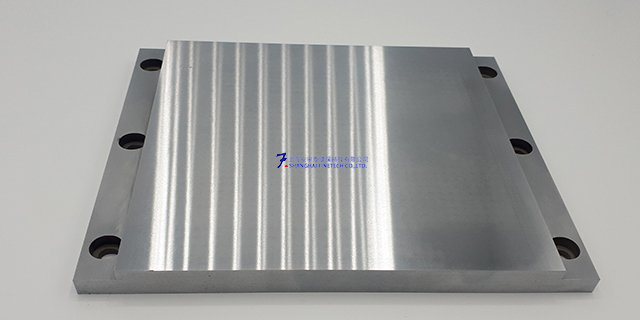
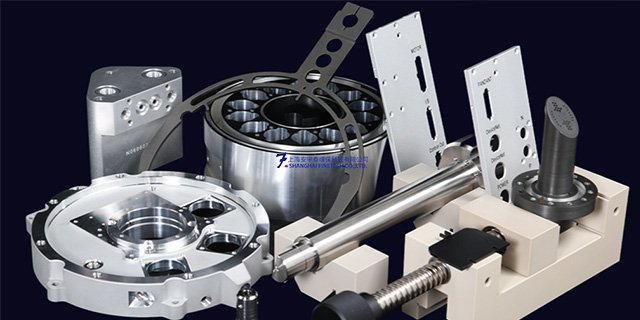
一般来说,抛光是指利用陶瓷泥浆进行机械聚光,以及石英和蓝宝石等主要使用的抛光。利用激光的抛光技术在技术上经常被提及,但未能应用于工业现场。因此,微泰感受到了在精密切削加工后,为了校正细微的平面度,需要采用抛光技术,通过与国外诸多研究机构的合作,开发出激光抛光设备,并将其应用于工业现场。激光抛光技术是微泰自主技术,利用它进行大面积抛光和研后微调、加工等多个领域。刀具方面,刀锋可以加工到0.2微米厚度,刀片对称度到达3微米以下,刀片边缘线性低于5微米以下。我们特别专注于生产需要高难度、高公叉、高几何公叉的产品,超精密零件,包括耗散零件、喷嘴、索引表和夹钳,以及用于MLCC和半导体领域的各种精密零件,真空板。可以加工和制造各种材料,包括不锈钢、硬质合金、氧化锆和陶瓷,刀具,刀片,超高精密治具,镜头切割器和刀具CL切割器、TCB拾取工具、折叠芯片模具、摄像头模组的拾取工具,治具。特别是超薄,超锋利的镜头切割器,光滑无毛边地切割塑料镜片的浇口,占韩国塑料镜头切割刀具90%以上的市场,精密要求极高的摄像机传感器与IC、PCB进行热压接合用治具,也占韩国90%以上市场韩国加工超精密刀具制造纳米压印技术是超精密加工的一种,可批量制备纳米级图案结构。
精度高、表面质量好、加工效率高、材料利用率高、能够加工复杂形状的零件。超精密加工技术是指加工精度达到亚微米级甚至纳米级的制造技术,主要包括超精密车削、磨削、铣削和电化学加工等方法。这些方法能够实现对硬脆材料、难加工材料和功能材料的精确加工,适用于光学元件、微型机械、生物医疗器件等领域。常见的超精密加工方法有:1.超精密车削:使用金刚石刀具进行加工,能够实现对非球面和自由曲面的高精度加工。2.超精密磨削:采用超硬磨料磨具,适用于加工硬质合金、陶瓷等高硬度材料。3.超精密铣削:利用金刚石或立方氮化硼刀具,适用于复杂形状零件的高精度加工。4.超精密电化学加工:通过电解作用去除材料,适用于加工微细、复杂结构的零件。超精密加工技术的发展对提高我国制造业的国际竞争力具有重要意义。
超精密加工为了提升工艺的精细度,超精密加工会使用到高精度位置感测器(displacementsensor)、高阶CNC(computernumericalcontrol)控制器等进阶设备。由于精度高的缘故,常应用在光学元件,如:雷射干涉系统、光碟机的读取透镜、影印机与印表机用的fq镜面、数位相机或手机相机的光学镜头等;也会应用在机械工业如:电脑硬碟、光纤固定与连接装置、高精度射出或模造用模具…等。此外,航空及航海工业中导航仪器上特殊精密零件、雷射仪、光学仪器等也会运用超精密加工的技术。医疗植入器械通过超精密加工提升表面光洁度,降低人体排异反应。

微泰以30年的技术和经验为基础,生产各种Cutter刀片和Blade刀具。对于MLCC及Film、二次电池等各种生产现场的切割处理,所需的刀片类不是单纯的切割,而是需要精密的进给度及切割边缘的角度管理、先进的材料管理等,以避免对被切割物造成损伤。通常,Cutter类被称为blade、cutter、knife、verticalblade、wheelcutter等多种名称,关键技术刀刃部的管理技术是Cutter类的重点技术点。为此,微泰提供了可靠、可靠的高精度、好品质、长寿命的各种刀片。超薄,超锋利的镜头切割器,光滑无毛边地切割塑料镜片的浇口,占韩国塑料镜头切割刀片90%以上的市场。超精密加工设备的数控系统需具备纳米级插补功能,实现平滑进给。韩国加工超精密钻孔
精密轴承的滚道通过超精密加工实现微米级圆度,降低运转噪音与能耗。韩国加工超精密钻孔
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm(纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。韩国加工超精密钻孔
- 半导体加工超精密超精细 2025-11-14
- 工业超精密MLCC轮刀 2025-11-14
- 高精度超精密蚀刻 2025-11-14
- 微加工超精密半导体零件 2025-11-14
- 半导体超精密VACUM CHUCK 2025-11-13
- 芯片超精密MLCC轮刀 2025-11-13
- 超精密 2025-11-13
- 进口超精密MLCC轮刀 2025-11-12
- 自动化超精密真空卡盘 2025-11-12
- 超快激光超精密CHUCK 2025-11-11
- 韩国技术超精密液体流量阀 2025-11-11
- 半导体超精密测包机分度盘 2025-11-11