- 品牌
- 微泰
- 加工类型
- 激光切割,激光刻字,激光焊接,激光打孔
- 工件材质
- 不锈钢,铝合金,碳钢,PVC板,有机玻璃
- 年最大加工能力
- 1000000
- 年剩余加工能力
- 800000
- 厂家
- 安宇泰
- 加工产品范围
- 五金配件制品,电子元件,钟表,仪表,模具
- 打样周期
- 4-7天
- 加工周期
- 8-15天
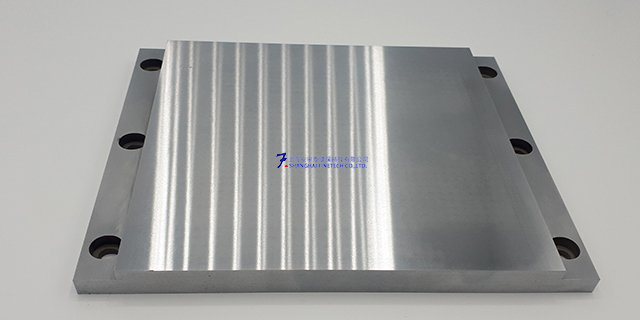
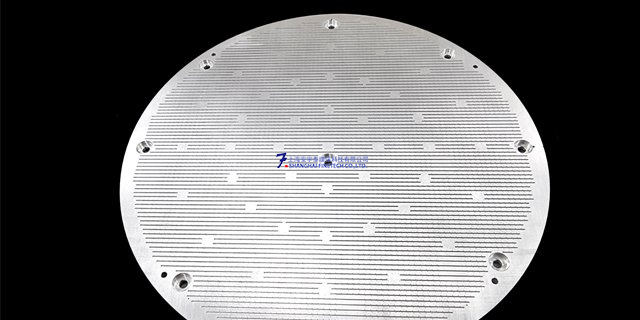
微泰真空卡盘精密的半导体晶圆真空吸盘是半导体制造设备的关键部件,可确保晶圆表面的平坦度和平行度,从而在半导体制造过程中安全地固定晶圆,使各种制造过程顺利进行。微泰使无氧铜、铝、SUS材料的半导体晶圆真空吸盘的平坦度保持在3微米以下;支持6英寸、8英寸和12英寸尺寸的晶圆加工;支持2层和3层的高级加工技术。提供4层连接。尺寸:6英寸,8英寸.12英寸。材料:AL6061,AL7075,SUS304,SUS316OFHC(OxygenfreeHighConductivityCopper)平面度公差:小于3um连接:2floor,3floor,4floor表面处理:Anodizing,ElectrolessNickelPlating,GoldPlating,MirrorPolishing。无氧铜(OFHC)半导体晶圆真空卡盘,无氧铜(OFHC)材料可延长晶圆卡盘的使用寿命,并可MAX限度地减少杂质进入半导体材料,从而防止潜在污染,而且易于加工和成型,可精确匹配卡盘设计。可加工。然而,这种材料的加工要求极高,需要特别小心和精确才能获得光滑的表面光洁度,例如翘曲或毛刺、易变形和加工过程中的硬化。通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。纳米级超精密VACUM CHUCK
超精密
高精度、高效率高精度与高效率是超精密加工永恒的主题。总的来说,固着磨粒加工不断追求着游离磨粒的加工精度,而游离磨粒加工不断追求的是固着磨粒加工的效率。当前超精密加技术如CMP、EEM等虽能获得极高的表面质量和表面完整性,但以部分放弃加工效率为保证。超精密切削、磨削技术虽然加工效率高,但无法获得如CMP、EEM的加工精度。探索能兼顾效率与精度的加工方法,成为超精密加工领域研究人员的目标。半固着磨粒加工方法的出现即体现了这一趋势。另一方面表现为电解磁力研磨、磁流变磨料流加工等复合加工方法的诞生。纳米级超精密VACUM CHUCK透过超精密加工产生出来的零件精细度高,不*能提升产品的品质与耐用度,还能达到客制化的效果。

精密、超精密加工技术是提高机电产品性能、质量、工作寿命和可靠性,以及节材节能的重要途径。如:提高汽缸和活塞的加工精度,就可提高汽车发动机的效率和马力,减少油耗;提高滚动轴承的滚动体和滚道的加工精度,就可提高轴承的转速,减少振动和噪声;提高磁盘加工的平面度,从而减少它与磁头间的间隙,就可提高磁盘的存储量;提高半导体器件的刻线精度(减少线宽,增加密度)就可提高微电子芯片的集成度。工业发达国家的一般工厂已能稳定掌握3 μm的加工精度(我国为5 μm)。同此,通常称低于此值的加工为普通精度加工,而高于此值的加工则称之为高精度加工。
微泰利用自主技术,飞秒激光螺旋钻孔系统和独有ELID(电解在线砂轮修正技术),飞秒激光抛光技术,飞秒激光切割技术,生产各种超精密零部件。夹持器方面,供应各种夹具,这些夹具在自动化过程中被普遍使用。主要用于相机模块生产过程中的镜头夹持器,并根据客户要求生产其他夹持器。镜头模组组装JIG,LED夹持器(PEEK),陶瓷端夹持器。微泰生产和供应多种喷嘴。从简单的拾取喷嘴到焊接球喷嘴。喷嘴被用于许多领域。在高速喷射液体或气体时,油路末端的空洞管理是一个重要环节,有时会使用耐磨材料。微泰生产和供应高质量/高耐磨的喷嘴,这些喷嘴可由多种材料制成,从不锈钢到碳化物、氧化锆和陶瓷等各种材料制成。应用于焊球喷嘴,提货喷嘴。纤维喷射喷嘴。由于精度高的缘故,超精密加工常应用在光学元件。也会应用在机械工业。
现有物理切削技术,接触式加工,磨损基石,需要切削油,加工后需要清洗纳秒激光加工有以下问题:细微裂纹,熔化-再凝固产生热变形,表面物性发生变化,周围会产生多个颗粒飞秒激光打磨:改善现有打磨技术的问题-热影响极小,可以局部加工-不需要切削油和化学药剂-细微裂纹极少化表面物理特性变化少,在不改变物性值的情况下,提高表面粗糙度。高功率激光打磨:测量高度→获取高度数据→转换成面数据→去除表面凸起中等功率,利用中等功率激光可以刻画低功率时具有,清洗效果;抛光效果(也有去除微孔边缘毛刺的效果)抛光后,[AOI(自动光学检查)]对孔不良进行检测(手动或自动)(光学相机扫描仪)材料的边缘测量和修正材料位置误差。加工部件激光光学系统位移传感器、光学相机、防撞传感器滑门及外盖实用程序系统控制系统该激光加工设备环保,有利于工艺自动化,本公司通过各工序的联动及生产自动化,推进智能工厂化,成为超精密激光加工系统领域全球企业,上海安宇泰环保科技有限公司超激光精密切割是利用脉冲激光束聚焦在加工物体表面,形成一个个高能量密度光斑以瞬间高温熔化被加工材料。半导体超精密切割
超精密加工常见的有CNC车床、研磨加工、放电及线切割加工等,由于大部分都由程式输入数据后加工。纳米级超精密VACUM CHUCK
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。纳米级超精密VACUM CHUCK
- 半导体加工超精密超精细 2025-11-14
- 工业超精密MLCC轮刀 2025-11-14
- 高精度超精密蚀刻 2025-11-14
- 微加工超精密半导体零件 2025-11-14
- 半导体超精密VACUM CHUCK 2025-11-13
- 芯片超精密MLCC轮刀 2025-11-13
- 超精密 2025-11-13
- 进口超精密MLCC轮刀 2025-11-12
- 自动化超精密真空卡盘 2025-11-12
- 超快激光超精密CHUCK 2025-11-11
- 韩国技术超精密液体流量阀 2025-11-11
- 半导体超精密测包机分度盘 2025-11-11