一般冲压加工的材料的厚度在2mm以内的冲裁模的间隙值可以取10%以下,如果要求毛刺小的话,可以取到5%左右(双边间隙)。一般取料厚的3%~8%。5052铝板冲制成形工艺要点与模具要求目前,5052铝板是使用范围较广的铝板材料,其性能得到很大改善,但是总体来说铝板成形性能还远低于钢板。因此,对于使用5052铝板材料的冲压成形工艺和成形模具就提出了较高的要求。08f,属于碳素结构钢,查《冷冲压工艺及模具设计》附表1可知抗剪强度τ=260mpa,断后伸长率=32%。此材料具有良好的塑性和较高的弹性,其冲裁加工性能好。 我们对原材料的存储和管理有严格的制度,以确保其质量稳定。珠海钨钢原材料

塑性好的钢材,在折弯时不易出现折弯开裂;具有较低的屈服.强度和较低弹性的钢材,在折弯成形后所产生的回弹变形小,容易得到尺寸精密的折弯形状。伸长类小型冲压件成形工序不宜采用塑性差的材料,冲压工序中的扩口、翻孔、胀形、弯曲、外翻管、部分拉伸属于伸长类变形;拉伸、缩径、内翻管、管坯镦粗属于压缩类成形。伸长类成形是因为变形区主要受正应力、正应变性质的拉伸变形,变形区材料容易产生过度伸长。当这种伸长到达材料的极限伸长率时,便会极易产生破裂。东莞铜材原材料代理商我们使用具有良好韧性的原材料,以适应复杂冲压工艺的需求。

在材料拉伸试验中,试样拉断后,由于保留了塑性变形,试样长度由原来的L变成了L1,用百分比表示的比值就称为延伸率。均匀延伸率U是在单向拉伸过程中出现局部缩颈时,也就是发生拉伸过程失稳定时的延伸率。如果板材的延伸率大,对所有的伸长类冲压成形都是有利的。当延伸率大时,胀形、翻边的成形极限也大。因此,大多数的质量冲压钢都具有较高的均匀延伸率。不锈钢板的引伸成形要分几次加工才能达到产品形状,在引伸加工过程中会使材料产生硬化现象,这种现象一般称为加工硬化。加工硬化之生成原因为材料承受一塑性变形后,在于同方向施加负荷力将使其降伏点上升,从而增加必要的变形抵抗以对抗塑性变形之再产生。降伏点是超越弹性变形区域而产生长久变形的初始点,由拉伸试验知,是荷重不增加而伸展行为仍进行的点。
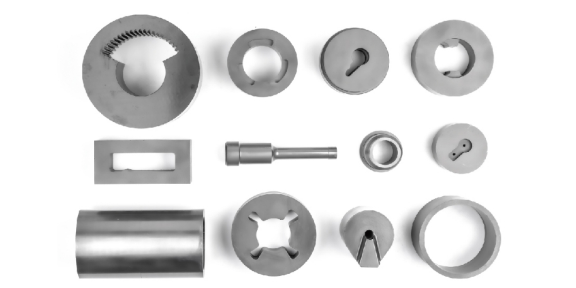
冲压材料是影响零件质量和模具寿命的重要因素。目前,可冲压的材料不仅是低碳钢,而且还有不锈钢、铝及铝合金、铜及铜合金等。一般以含碳量<0.25%及抗拉强度小于650N/mm的材料为主。例如冷轧钢 SPCC (JIS) 或1010 (SAE)。对金属材料的冲压性能要求:1﹑具有良好的机械性能及较大的变形能力。金属材料的机械性能是指抗拉强度、屈服强度、延伸率、硬度﹑塑性应 变比。2﹑具有理想的金相组织结构金相组织是材料的微观质量特征。它的主要标志是: 渗碳体或碳化物的球化程度。我们采用具有良好抗腐蚀性的原材料,延长冲压件的使用寿命。
小型冲压件是靠压力机和模具对金属原材料施加外力,使其发生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工方法。那你知道这种成形加工的方法对材料有什么样的必要条件呢?小型冲压件在折弯工序一般不宜采用高弹性材料,因为冲压折弯成形的钢材,需要有有良好的塑性、较低的屈服强度和较低的弹性。塑性好的钢材,在折弯时不易出现折弯开裂;具有较低的屈服.强度和较低弹性的钢材,在折弯成形后所产生的回弹变形小,容易得到尺寸精密的折弯形状。我们严格筛选高质量的原材料,确保冲压件的性能和稳定性。惠州模具钢原材料批发
选择正确的原材料对于保证冲压件质量至关重要。珠海钨钢原材料
圆筒深引伸试验(LDR值):圆筒深引伸试验法是评估金属薄板深引伸性试验法中基本的方法之一。此试验之目的在于求得金属材料的引伸界限比(Limit Drawing Ratio,简称LDR),LDR值越大表示该材料具有越好的引伸性。LDR=D/dp,其中:D表示胚料直径,dp表示冲头(引伸制品)直径。LDR值与塑性应变比r值呈正向关系,即r值大的材料其深引伸性也较佳。锥皿试验(CCV值):锥皿试验法是评估金属薄板(厚度0.5~1.6mm)成形性试验法中基本的方法之一。CCV值可作为深引伸与拉伸之复合成形性之评估试验,其与加工硬化值系及塑性应变比有密切关系。珠海钨钢原材料