- 品牌
- 诚之旺
- 型号
- 0.1-30
- 尺寸
- 8-1000
- 重量
- 1T
- 产地
- 无锡
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304
- 配送方式
- 物流专车
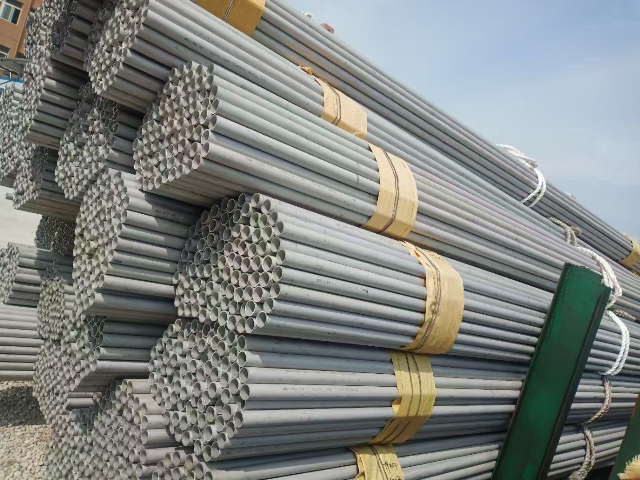
基于不同的分类标准,不锈钢无缝管形成了多元化的产品体系,能够精细匹配各行各业的特殊需求。按生产工艺划分,可分为热轧(挤压)不锈钢无缝管和冷轧(拔)不锈钢无缝管两大类,这是较重心的分类方式。热轧无缝管以不锈钢圆坯为原料,经加热穿孔后通过热轧机轧制而成,外径通常在32mm以上,壁厚较厚(2mm-60mm),具有生产效率高、成本较低的特点,主要用于石油、天然气、化工等领域的高压输送管道和压力容器。冷轧无缝管则以热轧无缝管为坯料,在常温下通过冷轧机或冷拔机加工而成,外径可小至6mm,壁厚精度高(公差±0.1mm),表面光洁度好,适用于医疗器械、精密仪器、航空航天等对尺寸精度和表面质量要求极高的领域。超级奥氏体不锈钢具有更高的铬、镍和钼含量,耐蚀性更强。河北航空材料不锈钢无缝管什么地方种类齐全
冷轧及冷拔工艺要点:冷轧工艺特点:冷轧是在室温下进行的轧制过程。相对于热轧,它能显著提高钢管的尺寸精度和表面光洁度。在冷轧过程中,通过逐渐减小轧辊间的间隙来实现减壁的效果。由于加工硬化现象的存在,需要合理安排中间退火工序,以消除应力,恢复材料的塑性,保证继续轧制的可行性。而且,冷轧后的钢管内部组织更加致密,强度有所提高,适用于一些对力学性能要求较高的场合。不过,冷轧的设备投资较大,生产成本相对较高。冷拔工艺优势:冷拔是将已经制成的荒管再次拉拔,使其直径变小,壁厚变薄的过程。它可以生产出更高精度的小口径钢管。在冷拔时,除了模具的设计和维护外,芯棒的选择和使用也非常关键。合适的芯棒能够支撑钢管,防止其在拉伸过程中塌陷或破裂。此外,为了减少摩擦阻力,同样需要在芯棒和钢管内壁之间涂抹适量的润滑剂。冷拔工艺虽然效率较低,但对于一些小批量、特殊规格的产品来说,是不可替代的生产手段。安徽化工设备不锈钢无缝管440不锈钢系列包括440A、440B和440C,硬度逐渐提高。

热处理是调控不锈钢无缝管力学性能和组织状态的关键工序,主要包括退火、固溶处理、时效处理等,根据管材的材质和用途选择不同的工艺。奥氏体不锈钢无缝管(如304、316L)通常采用固溶退火处理,将管材加热至1050-1150℃,保温一段时间使碳元素充分溶解到奥氏体晶粒中,然后快速水冷,抑制碳与铬的析出,从而保证耐腐蚀性和塑性。马氏体不锈钢无缝管(如410、420)则采用淬火+回火工艺,加热至950-1050℃后油冷淬火,获得马氏体组织,再经200-300℃回火,提高硬度和韧性。双相不锈钢无缝管(如2205)需采用固溶处理,加热至1020-1080℃后快速冷却,以平衡铁素体和奥氏体两相组织的比例,优化综合性能。热处理过程中,需严格控制加热温度、保温时间和冷却速度,确保无缝管性能均匀稳定。
按制造工艺分类:可分为热轧不锈钢无缝管、冷轧不锈钢无缝管和冷拔不锈钢无缝管。热轧工艺生产效率高,能够生产较大口径的钢管,但尺寸精度相对较低;冷轧工艺可获得较高的尺寸精度和表面质量,常用于对精度要求较高的场合;冷拔工艺则主要用于生产小直径、高精度的钢管,其产品的机械性能也较好。比如,在一些精密仪器的内部连接管路中,就会用到冷拔生产的不锈钢无缝管。按用途分类:包括流体输送用不锈钢无缝管、锅炉用不锈钢无缝管、石油裂化用不锈钢无缝管、化肥设备用不锈钢无缝管等。不同类型的用途对钢管的性能要求各有侧重。流体输送用的注重耐蚀性和密封性;锅炉用的要考虑耐高温、高压的能力;石油裂化用的要适应特殊的化学反应环境;化肥设备用的需满足特定的腐蚀防护要求。以石油化工行业为例,在不同的生产环节,会根据物料的性质和工艺参数选择合适的不锈钢无缝管来确保生产的顺利进行。奥氏体不锈钢是最常见的不锈钢类型,具有优异的耐腐蚀性。

不锈钢无缝管的生产是一项集冶金、塑性加工、热处理、精整于一体的系统工程,每一道工序都对最终产品的性能和质量产生决定性影响。尤其是**精密不锈钢无缝管,其生产工艺复杂,控制难度大,被誉为“钢铁工业中的精细加工”。完整的生产流程主要包括原料准备、冶炼、穿孔、轧制、热处理、精整、检验等环节,各环节环环相扣,需实现精细协同。原料准备与冶炼是确保无缝管质量的基础。原料主要包括废钢、铁水、铬铁、镍铁、钼铁等合金原料,需经过严格的成分检测和筛选,确保杂质含量符合要求。冶炼过程通常采用“电弧炉+AOD炉”或“电弧炉+VOD炉”的组合工艺:首先在电弧炉中将原料熔化,得到初步钢水;随后将钢水送入AOD炉(氩氧脱碳炉),通过吹入氩氧混合气体降低碳含量,并调整铬、镍、钼等合金元素的比例,使钢水成分达到标准;对于**无缝管(如超纯奥氏体无缝管),还需经过VOD炉(真空吹氧脱碳炉)精炼,进一步去除氢、氮等气体杂质,提高钢水纯度。冶炼过程中,通过光谱分析仪实时监测钢水成分,确保合金元素含量精细控制,例如316L无缝管的钼含量需严格控制在2.0%-3.0%,碳含量≤0.03%,以保证其耐腐蚀性和焊接性能。347不锈钢通过添加铌或钽,防止晶间腐蚀。浙江不锈钢双相钢不锈钢无缝管加工性能
马氏体不锈钢通过热处理可大幅提高硬度和强度。河北航空材料不锈钢无缝管什么地方种类齐全
热轧工艺过程:加热工序:将准备好的不锈钢坯料送入加热炉中,加热至合适的温度范围,通常在1150 - 1250℃之间。在这个温度下,钢材具有良好的塑性,便于后续的变形加工。然而,过高的温度可能导致晶粒粗大,影响力学性能;过低的温度则会使变形抗力增大,增加能耗且不利于成型。因此,精确控制加热温度和时间是关键环节之一。穿孔操作:这是热轧工艺的重心步骤。利用穿孔机将加热后的实心坯料穿成一个空心毛管。在这个过程中,顶头的设计和调整至关重要。合理的顶头形状和位置能够使金属均匀变形,避免出现壁厚不均等问题。同时,要注意润滑剂的使用,以减少摩擦,延长工具寿命,并保证穿孔过程的顺利进行。例如,采用石墨基润滑剂可以在高温下形成有效的润滑膜,保护模具和钢管表面。延伸与定径:穿孔得到的毛管再经过多架次的轧机进行延伸轧制,进一步减小壁厚,增加长度。随后,在定径机组上对其外径进行精确控制,使其达到规定的尺寸公差范围内。定径过程中的速度匹配也很重要,要保证各机架之间的速度协调一致,以确保钢管的表面质量和尺寸精度。如果速度不当,可能会导致竹节状缺陷或者椭圆度超标等问题。河北航空材料不锈钢无缝管什么地方种类齐全
热轧工艺过程:加热工序:将准备好的不锈钢坯料送入加热炉中,加热至合适的温度范围,通常在1150 - 1250℃之间。在这个温度下,钢材具有良好的塑性,便于后续的变形加工。然而,过高的温度可能导致晶粒粗大,影响力学性能;过低的温度则会使变形抗力增大,增加能耗且不利于成型。因此,精确控制加热温度和时间是关键环节之一。穿孔操作:这是热轧工艺的重心步骤。利用穿孔机将加热后的实心坯料穿成一个空心毛管。在这个过程中,顶头的设计和调整至关重要。合理的顶头形状和位置能够使金属均匀变形,避免出现壁厚不均等问题。同时,要注意润滑剂的使用,以减少摩擦,延长工具寿命,并保证穿孔过程的顺利进行。例如,采用石墨基润滑剂可...
- 内蒙古海洋工程不锈钢无缝管硬度 2025-12-01
- 安徽化工设备不锈钢无缝管种类使用 2025-12-01
- 山西防腐蚀材料不锈钢无缝管优点用途 2025-12-01
- 特殊钢不锈钢无缝管防腐蚀性能 2025-12-01
- 浙江环保设备不锈钢无缝管市场利润 2025-11-30
- 江西机械设备不锈钢无缝管供应商 2025-11-30
- 蒸发器设备不锈钢无缝管硬度 2025-11-30
- 浙江蒸发器设备不锈钢无缝管市场利润 2025-11-30
- 天津不锈钢无缝管什么地方种类齐全 2025-11-30
- 内蒙古国产不锈钢无缝管厂家 2025-11-29



- 内蒙古汽车部件不锈钢无缝管防腐蚀性能 2025-11-28
- 山西市政工程不锈钢无缝管供应商 2025-11-28
- 国产不锈钢无缝管优点用途 2025-11-28
- 河北航空材料不锈钢无缝管什么地方种类齐全 2025-11-28
- 河北特殊钢不锈钢无缝管制造 2025-11-28
- 进口不锈钢无缝管报价起浮 2025-11-27





- 进口不锈钢工业板厂家 12-20
- 北京不锈钢双相钢不锈钢工业板装饰效果 12-20
- 上海航空材料不锈钢工业板材质有哪些 12-20
- 内蒙古高温材料不锈钢工业板价格 12-20
- 环保设备不锈钢工业板装饰效果 12-20
- 特殊钢不锈钢工业板软件APP 12-19
- 北京化工设备不锈钢工业板 12-19
- 上海机械设备不锈钢工业板价格 12-19
- 天津航空材料不锈钢工业板软件APP 12-19
- 内蒙古海洋工程不锈钢工业板材质有哪些 12-19