- 品牌
- 灏漫
- 型号
- 齐全
1950年代,图像处理成为机械工业的一个检测项目,视觉检测作为一项生产检测机制诞生了;1960-1970年代,导弹和航天工业兴起,人工检测无法实现对导弹等精密工业品的检测,视觉检测机开始出现;1980年代,机械视觉检测被应用于当时方兴未艾的半导体工业;1990年代,智能相机的出现使视觉检测技术得到飞速发展,推动了制造业的视觉应用;2000年,数码相机的发明和普及,使得老式的帧式抓取相机被淘汰,视觉检测的成本较大程度上降低;2005年,梅特勒-托利多公司推出了世界上首台人机界面良好的视觉检测机。从此,工人在生产线上操作视觉检测设备就像操作电脑一样简单。检测技术的发展不断提升产品质量和生产效率。台州外观检测方法

这类数字化系统的工作原理就是通过视觉传感器对人的眼睑眼球的几何特征和动作特征、眼睛的凝视角度及其动态变化、头部位置和方向的变化等进行实时检测和测量,建立驾驶人眼部头部特征与疲劳状态的关系模型,研究疲劳状态的多参量综合描述方法;同时研究多元信息的快速融合方法,提高疲劳检测的可靠性和准确性,从而研制稳定可靠的驾驶员疲劳监测系统。它检测的方法很多,比如:人脸快速检测方法、疲劳程度检测方法、疲劳驾驶问题检测等等。国内汽车安全数字化服务商很多,但开发基于物联网数字化的视觉疲劳检测系统,武汉华信数据系统有限公司初次填补国内基于车联网的驾驶员疲劳检测系统的空白,并与多家有名汽车制造商进行合作。汽车行业的安全保障始终是一个不变的话题,只有想顾客之所想,顺应汽车行业发展的,才是汽车行业未来发展的宏源理念!嘉兴涡流探伤检测设备LED检测用于验证LED产品的亮度和一致性。
检测应用:视觉检测在印刷行业的应用,利用在线/离线的视觉系统发现印刷过程中的质量问题,如切模,堆墨、飞墨、缺印/浅印、套印不准、颜色偏差等,同时在线设备可将颜色偏差和墨量多少的检测结果反馈给PLC,控制印刷设备的供墨量,对供墨量进行在线调节,提高印刷质量和效率。2. 视觉检测在PCB板检测中的应用,利用视觉系统对PCB裸板进行检测,检测板上的导线和元件的位置和间距错误、线路和元件的尺寸错误、元件形状错误、线路的通段、板上污损等。
建立步骤(根据软件规格说明):①确定规则的个数.假如有n个条件.每个条件有两个取值(0,1),故有5种规则:②列出所有的条件桩和动作桩。③填入条件项。④填入动作项.等到初始判定表。⑤简化.合并相似规则(相同动作)。B. Beizer 指出了适合使用判定表设计测试用例的条件:①规格说明以判定表形式给出,或很容易转换成判定表。②条件的排列顺序不会也不影响执行哪些操作。③规则的排列顺序不会也不影响执行哪些操作。④每当某一规则的条件已经满足,并确定要执行的操作后,不必检验别的规则。⑤如果某一规则得到满足要执行多个操作,这些操作的执行顺序无关紧要。线路板检测:对印刷电路板进行电气特性、物理特性等方面的全方面检测。

机器视觉处理流程:AVI的主要价值是软件层,其主要是计算机视觉技术。自动化视觉检查系统的软件部分需要先进的图像分析算法和繁重的编程。开发流程思维导图,为了维持高速度的图像处理,通常必须在高配资源计算机上部署训练有素的深度学习模型。 例如,必须使用GPU才能实时获得结果。工业4.0部署在所谓的“智能工厂”毫无疑问,机器视觉和深度学习将成为工业4.0这场工业革新不可或缺的一部分,它将把全球制造商推向更高的效率和生产力水平。LED检测:对LED光源的亮度、色温、色差等参数进行精确测量,确保光学性能。无锡探伤检测设备安装
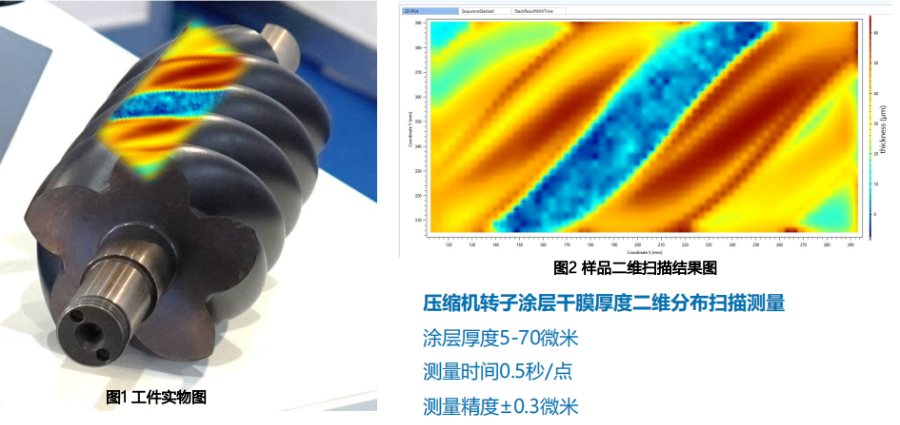
涂层厚度:采用非破坏性检测技术,实时监测涂层厚度,提高生产效率。台州外观检测方法
在医学上的应用,在医学领域,机器视觉主要用于医学辅助诊断。首先采集核磁共振、超声波、激光、X射线、γ射线等对人体检查记录的图像,再利用数字图像处理技术、信息融合技术对这些医学图像进行分析、描述和识别,较后得出相关信息,对辅助医生诊断人体病源大小、形状和异常,并进行有效医治发挥了重要的作用。不同医学影像设备得到的是不同特性的生物组织图像,如X射线反映的是骨骼组织,核磁共振影像反映的是有机组织图像,而医生往往需要考虑骨骼有机组织的关系,因而需要利用数字图像处理技术将两种图像适当地叠加起来,以便于医学分析。台州外观检测方法
- 功能检测技术 2024-12-22
- 湖州直径检测哪家好 2024-12-19
- 无锡涡流探伤检测定制价格 2024-12-16
- 嘉兴间隙检测定制设计 2024-12-15
- 台州外径检测设备 2024-12-15
- 台州压力检测供应 2024-12-14
- 台州外观检测方法 2024-12-13
- 外观检测原理 2024-12-11
- 膜厚检测技术 2024-12-11
- 无锡高度检测设备安装 2024-12-10
- 台州功能检测自动化设备 2024-12-10
- 嘉兴扭矩检测供应商 2024-12-09