- 品牌
- 灏漫
- 型号
- 齐全
- 材质
- 高碳钢,碳化钨,55#,镍铬合金钢,不锈钢,碳钢,合金工具钢,高速钢,钨钢,铜合金,铝合金,合金,玻纤,合成石,碳素工具钢,铁,钛合金钢,50#,硬质合金,铸铁,60#
- 加紧动力源
- 手动夹具,气动夹具,电动夹具
工装、夹具、刀具、工位器具、检具、冶具、辅具的区别:1. 工装,即工艺装备:指制造过程中所用的各种工具的总称。包括刀具/夹具模具/量具/检具/辅具/钳工工具/工位器具等工装,为其通用简称。工装分为专门使用工装/通用工装/标准工装(类似于标准件)。2. 夹具,顾名思义:用以装夹工件(或引导刀具)的装置。3. 刀具:机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。4. 钳工工具:各种钳工作业所用的工具总称质量。5. 工位器具:用以在工作地或仓库中存放生产对象或工具的各种装置。6. 检具:生产中检验所用的器具7. 冶具:制造用器具,这个词对应fixture,有时与工装同意,有时也指夹具。 一般台资/韩资/日资/等电子企业多用该词。8. 辅具:一般指用以连接刀具和机床的工具。零件、工装、冶具是机械设备中不可或缺的组成部分,用于实现各种功能。精密工装非标设计
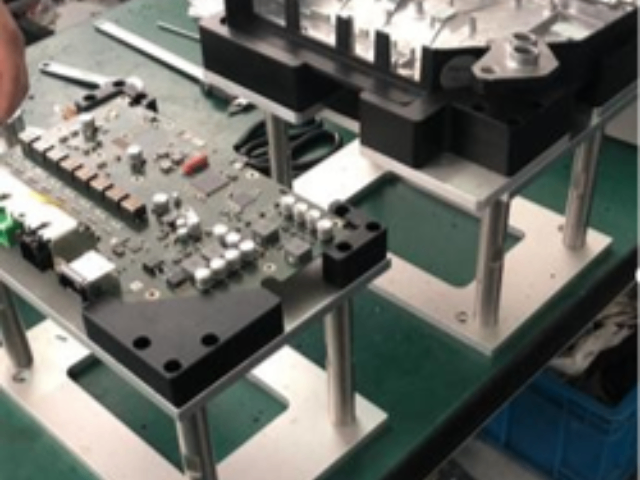
手浸波峰焊治具,一般使用于一些小公司,因波峰焊的设备体积很大,成本很高,一般小公司没有匹配波峰焊设备,使用锡炉焊接插件元器件时,就需使用手浸波峰焊治具。PCB设计影响波峰焊的因素,PCB设计时,需考虑插件元件的可焊性,设计PCB布局一般都会优先考虑单面布局和单面焊接元器件,当PCB布局无法满足单面焊接时,会使用双面混装布局,这时需考虑波峰焊的组装制程及组装过程的整个成本。贴片元件与插件元件管脚距离,由于波峰焊的治具开孔需大于插件元件焊盘,如果治具开孔比较小,可能会导致漏焊,开孔比较大,会导致离插件焊盘较近的贴片元件与插件焊盘连锡,所以设计布局时,需考虑到贴片元件与插件焊盘的距离,一般需大于3mm以上。嘉兴零件批发常用的机械零件在产线上不断流转,经过机械加工后,它们将成为设备的重要组成部分。
优良的机床夹具必须满足什么要求呢?1、工艺性能好。专门使用夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。2、使用性能好。工装夹具应具备足够的强度和刚度,操作应简便、省力、安全可靠。在客观条件允许且又经济适用的前提下,应尽可能采用气动、液压等机械化夹紧装置,以减轻操作者的劳动强度。工装夹具还应排屑方便。必要时可设置排屑结构,防止切屑破坏工件的定位和损坏刀具,防止切屑的积聚带来大量的热量而引起工艺系统变形。3、经济性好。专门使用夹具应尽可能采用标准元件和标准结构,力求结构简单、制造容易,以降低夹具的制造成本。因此,设计时应根据订单及产能情况对夹具方案进行必要的技术经济分析,以提高夹具在生产中的经济效益。
非金属材料:1、橡胶,橡胶富于弹性,能吸收较多的冲击能量,常用作联轴器或减震器的弹性元件、带传动的胶带等。硬橡胶可用于制造用水润滑的轴承衬。2、塑料,塑料的比重小,易于制成形状复杂的零件,而且各种不同塑料具有不同的特点,如耐蚀性、绝热性、绝缘性、减摩性、摩擦系数大等,所以近年来在机械制造中其应用日益普遍。以木屑、石棉纤维等作填充物,用热固性树脂压结而成的塑料称为结合塑料,可用来制作仪表支架、手柄等受力不大的零件。工装作为机械加工的重要辅助工具,能够提高加工效率,降低生产成本。

它们分别用于产品形状的制造,概念模具:工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具。夹具:是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。模具,是多个零件组装在一起的一个东西,主要是用作批量化生产的,一个好的模具生产出来的东西是一模一样的,只要模具不坏,产品就不坏,夹具是装卡用的,固定产品或半成品的东西,主要是保证被加工件不乱跑,加工基准不变。检具,顾名思义,是检测用的东西,一个东西加工完以后,用检具检测,看结果与图纸上的数据是否一致,工装设备是一种统称,泛指为了加工方便而设计,制作出来的小玩意。工装在机械设备中起到了承上启下的作用,连接了各个零件,确保了设备的整体性能。南通零件定制设计
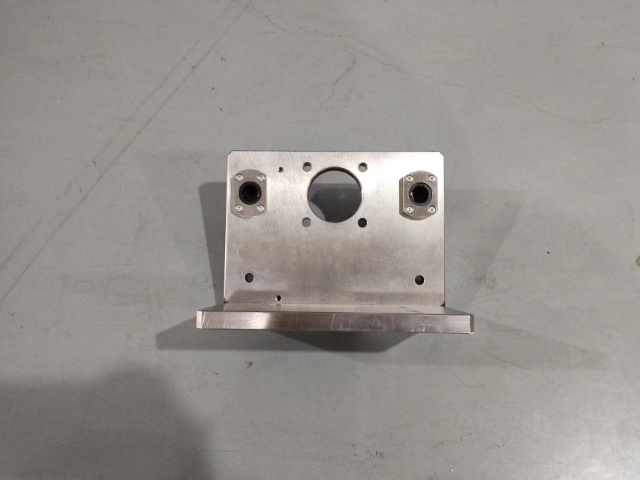
零件是机械设备中的基本组成单元,用于构成机械结构和实现特定功能。精密工装非标设计
在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用。精密工装非标设计

