- 品牌
- 灏漫
- 型号
- 齐全
- 材质
- 高碳钢,碳化钨,55#,镍铬合金钢,不锈钢,碳钢,合金工具钢,高速钢,钨钢,铜合金,铝合金,合金,玻纤,合成石,碳素工具钢,铁,钛合金钢,50#,硬质合金,铸铁,60#
- 加紧动力源
- 手动夹具,气动夹具,电动夹具
平键的维护与更换,为确保平键的正常运行,需定期对其进行维护和检查。在检查过程中,如发现平键磨损严重、变形或断裂等现象,应及时更换。更换平键时,应确保新平键的规格、材质和原平键一致,以保证设备的稳定运行。注意事项:在应用平键时,还需注意以下几点:避免过载使用,以免平键承受过大的扭矩导致损坏;在安装和拆卸平键时,应使用专门使用工具,避免损坏平键或轴槽;在使用导向平键时,需确保导向部分的精度和可靠性,以实现精确的零件定位;对于工作环境恶劣的设备,应选用耐磨、耐腐蚀的平键材料,以提高平键的使用寿命;在选择平键时,应考虑设备的整体性能和成本,实现性价比的优化。机械设备的维护和保养对于延长使用寿命和保持良好性能非常重要。常用零件设备

机床夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。机床夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术也在朝着高精、高效、模块、组合、通用、经济的方向发展。工装和治具有什么区别?在制造业中,工装和治具是两个非常重要的概念。它们被普遍应用于制造过程中的各个环节,帮助工人完成各种操作。虽然两者在形态和用途上有一些相似之处,但它们仍然有一些重要的区别。零件支持定制机械设备的故障和损坏可能会导致生产中断和损失,及时维修和更换零件非常重要。
剪切,工程中经常见到承受剪切作用的构件。这类杆件受力的共同特点是:在构件的两侧面上受到大小相等,方向相反,作用线相距很近而且垂直于杆轴的外力的作用。在这样的外力作用下,杆件的主要变形是:以两力 间的横截面m—m为分界面,构件的两部分沿该面发生相对错动。构件的这种变形形式称为剪切,截面m—m称为剪切面,剪切面与外力的方向平行。当外力足够大时,构件将沿剪切面被剪断。只有一个剪切面,称为单剪,同时构件受压,两侧还受到其它构件的挤压作用,这种局部表面受压的现象称为挤压。若压力较大,则接触面处的局部区域会发生明显的塑性变形,致使结构不能正常使用,这种现象称为挤压破坏。 联接件除了受剪切和挤压外,往往还伴随有其它形式的变形。例如,弯曲或拉伸变形。但由于这些变形相对剪切和挤压变形来说是次要的,故一般不予考虑。 这类变形形式是由大小相等,方向相反,作用线相互平行的力引起的,表现为受剪杆件的两部分沿外力作用方向发生相对错动。机械中常用的联接件,如键、销钉、螺栓等都产生剪切变形。
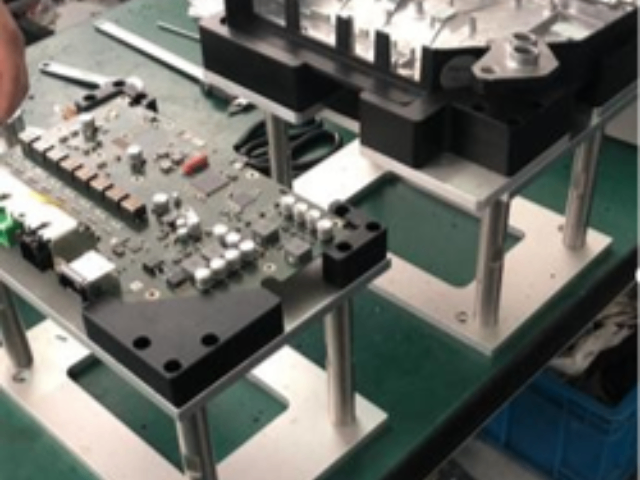
工装、夹具、刀具、工位器具、检具、冶具、辅具的区别:1. 工装,即工艺装备:指制造过程中所用的各种工具的总称。包括刀具/夹具模具/量具/检具/辅具/钳工工具/工位器具等工装,为其通用简称。工装分为专门使用工装/通用工装/标准工装(类似于标准件)。2. 夹具,顾名思义:用以装夹工件(或引导刀具)的装置。3. 刀具:机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。4. 钳工工具:各种钳工作业所用的工具总称质量。5. 工位器具:用以在工作地或仓库中存放生产对象或工具的各种装置。6. 检具:生产中检验所用的器具7. 冶具:制造用器具,这个词对应fixture,有时与工装同意,有时也指夹具。 一般台资/韩资/日资/等电子企业多用该词。8. 辅具:一般指用以连接刀具和机床的工具。测试阶段,工人们仔细检查每一个零件和工装,确保它们符合机械设备的精度要求。
作为一门学科,机械零件从机械设计的整体出发,综合运用各有关学科的成果,研究各种基础件的原理、结构、特点、应用、失效形式、承载能力和设计程序;研究设计基础件的理论、方法和准则,并由此建立了本学科的结合实际的理论体系,成为研究和设计机械的重要基础。自从出现机械,就有了相应的机械零件。但作为一门学科,机械零件是从机械构造学和力学分离出来的。随着机械工业的发展,新的设计理论和方法、新材料、新工艺的出现,机械零件进入了新的发展阶段。有限元法、断裂力学、弹性流体动压润滑、优化设计、可靠性设计、计算机辅助设计(CAD)、实体建模(Pro、Ug、Solidworks等)、系统分析和设计方法学等理论,已逐渐用于机械零件的研究和设计。更好地实现多种学科的综合,实现宏观与微观相结合,探求新的原理和结构,更多地采用动态设计和精确设计,更有效地利用电子计算机,进一步发展设计理论和方法,是这一学科发展的重要趋向。自动流水线是一种自动化生产方式,能够高效地完成大批量的生产任务。零件支持定制
在机械加工领域,不断追求零件的精密化和工装的智能化是提升竞争力的关键所在。常用零件设备
制造业中常见的工装夹具有焊接夹具、检验夹具、装配夹具、机床夹具等,其中机床夹具是制造行业使用多的夹具,而一个优良的机床夹具必须满足什么要求呢?1、保证工件的加工精度。保证加工精度的关键,首先在于正确地选定定位基准、定位方法和定位元件,必要时还需进行定位误差分析,还要注意夹具中其他零部件的结构对加工精度的影响,确保夹具能满足工件的加工精度要求。2、提高生产效率。专门使用夹具的复杂程度应与产能情况相适应,应尽量采用各种快速高效的装夹机构,保证操作方便,缩短辅助时间,提高生产效率。常用零件设备

