- 品牌
- 恩畅
- 型号
- ECE
永磁交流伺服电动机同直流伺服电动机比较,主要优点有:⑴无电刷和换向器,因此工作可靠,对维护和保养要求低。⑵定子绕组散热比较方便。⑶惯量小,易于提高系统的快速性。⑷适应于高速大力矩工作状态。⑸同功率下有较小的体积和重量。伺服电动机与单相异步电动机比较交流伺服电动机的工作原理与分相式单相异步电动机虽然相似,但前者的转子电阻比后者大得多,所以伺服电动机与单机异步电动机相比,有三个***特点:1、起动转矩大由于转子电阻大,与普通异步电动机的转矩特性曲线相比,有明显的区别。它可使临界转差率S0>1,这样不仅使转矩特性(机械特性)更接近于线性,而且具有较大的起动转矩。因此,当定子一有控制电压,转子立即转动,即具有起动快、灵敏度高的特点。2、运行范围较广3、无自转现象正常运转的伺服电动机,只要失去控制电压,电机立即停止运转。当伺服电动机失去控制电压后,它处于单相运行状态,由于转子电阻大,定子中两个相反方向旋转的旋转磁场与转子作用所产生的两个转矩特性(T1-S1、T2-S2曲线)以及合成转矩特性(T-S曲线)交流伺服电动机的输出功率一般是。当电源频率为50Hz,电压有36V、110V、220、380V;当电源频率为400Hz。测试不要给过大的电压,建议在1V以下-苏州恩畅。山东整套伺服电动缸生产企业
跟踪焊缝自动焊接,要求所设计的机器人应该结构紧凑、移动灵活且工作稳定.文中针对狭窄空间特点,开发了一种小型移动焊接机器人,根据机器人各结构的运动特点,运用模块化设计方法,把机器人机构分为轮式移动平台、焊炬调节机构和电弧传感器三部分。其中,轮式移动平台由于其惯性大,响应慢,主要对焊缝进行粗跟踪,焊炬调节机构负责焊缝精确跟踪,电弧传感器完成焊缝偏差实时识别.另外,机器人控制器和电机驱动器集成安装于机器人移动平台上,使其体积更小。同时,为了减少恶劣焊接环境下粉尘对运动部件影响,采用全封闭式结构,提高其系统可靠性[1]。焊接机器人装备编辑点焊机器人的焊接装备,由于采用了一体化焊钳,焊接变压器装在焊钳后面,所以变压器必须尽量小型化。对于容量较小的变压器可以用50Hz工频交流,而对于容量较大的变压器,已经开始采用逆变技术把50Hz工频交流变为600~700Hz交流,使变压器的体积减少、减轻。变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接。焊接参数由定时器调节,参见图1b。新型定时器已经微机化,因此机器人控制柜可以直接控制定时器,无需另配接口。点焊机器人的焊钳,通常用气动的焊钳。天津伺服电动缸示意图而且电极间的压紧力也可以无级调节-苏州恩畅。

其中D系列适用于数控机床(最高转速为1000r/min,力矩为~),R系列适用于机器人(最高转速为3000r/min,力矩为~)。之后又推出M、F、S、H、C、G六个系列。20世纪90年代先后推出了新的D系列和R系列。由旧系列矩形波驱动、8051单片机控制改为正弦波驱动、80C、154CPU和门阵列芯片控制,力矩波动由24%降低到7%,并提高了可靠性。这样,只用了几年时间形成了八个系列(功率范围为~6kW)较完整的体系,满足了工作机械、搬运机构、焊接机械人、装配机器人、电子部件、加工机械、印刷机、高速卷绕机、绕线机等的不同需要。以生产机床数控装置而***的日本发那科(Fanuc)公司,在20世纪80年代中期也推出了S系列(13个规格)和L系列(5个规格)的永磁交流伺服电动机。L系列有较小的转动惯量和机械时间常数,适用于要求特别快速响应的位置伺服系统。日本其他厂商,例如:三菱电动机(HC-KFS、HC-MFS、HC-SFS、HC-RFS和HC-UFS系列)、东芝精机(SM系列)、大隈铁工所(BL系列)、三洋电气(BL系列)、立石电机(S系列)等众多厂商也进入了永磁交流伺服系统的竞争行列。德国力士乐公司(Rexroth)的Indramat分部的MAC系列交流伺服电动机共有7个机座号92个规格。德国西门子。
轴类焊接机器人工作站由弧焊机器人、焊接电源、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。该工作站用于以转轴为基体(上置若干悬臂)的各类工件的焊接,在同一工作站内通过使用不同的夹具可实现多品种的转轴自动焊接。焊接的现对位置精度很高。由于采用双工位变位机,焊接的同时,其他工位可拆装工件,极大的提高了效率。技术指标:转轴直径:Ф10-50mm,长度300-900mm,焊接速度3-5mm/s,焊接工艺采用MAG混合气体保护焊,变位机回转,变位精度达。广泛应用于高质量、高精度的以转轴的各类工件焊接,适用于电力、电气、机械、汽车等行业。如果采用手工电弧焊进行转轴焊接,工人劳动强度极大,产品的一致性差,生产效率低,*为2-3件/小时。采用自动焊接工作站后,产量可达到15-20件/小时,焊接质量和产品的一致性也大幅度的提高。轴类焊接机器人工作站低压电器转轴机器人焊接螺柱工作站机器人焊接螺柱工作站针对复杂零件上具有不同规格螺柱采用机器人将螺柱焊接到工件上。该工作站主要由机器人、螺柱焊接电源、自动送钉机、机器人自动螺柱焊枪、变位机、工装夹具、自动换***装置、自动检测软件、控制系统和安全护栏等组成。交流电机又分单相、三相、同步、异步等-苏州恩畅。

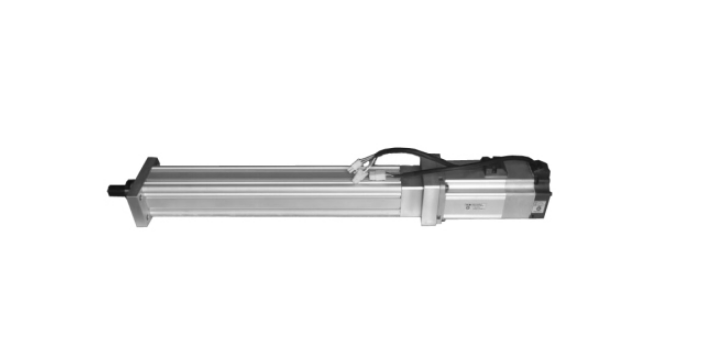
适用范围:"伺服压装设备"伺服压装设备三大类型压机---十几种不同公称力范围的多用途压装缸:直连式折返式紧凑型MAX压力:5-500KN(0-100%可调)行程:100-600mmMAX速度:130-220mm/s(0-100%可调)压力控制精度<1%位置控制精度(mm)±伺服电机通过传动机构与缸体内的滚珠丝杠连接,推动抗扭压杆直线运动完成压装过。内置应变式压力传感器实时采集压力大小,进行数据记录和压装过程反馈。缸体的紧凑型设计,减少了缸体的安装高度。缸体内有坚固的抗扭压杆,可以直接将工装装在压头上。简练的控制---高度集成化和模块化:控制箱将伺服运动控制、压力检测、IO接口、滤波、电源等一体化设计,解决了干扰、粉尘、散热等问题,维护性高、稳定性好,线缆接口防错设计、全部采用插头方式,连接方便。支持I/O、TCP/IP、OPC等多种总线控制方式,控制箱实现对“力-位移-速度”等参数的有效监控,压装过程数据用以公差窗口的实时检测、并实时记录,同时与客户的控制器(如PLC)进行实时的数据交互。模块化应用:多个压装单元可以通过局域网组合在一起,集成到一个控制系统上。实现一个系统,控制多台压装缸。 电机是蒸汽机、内燃机外产生运动必须的载体,所以根据各自各样的应用和工作要求-苏州恩畅。上海伺服电动缸gsx
苏州恩畅轴类焊接机器人工作站由弧焊机器人、焊枪送丝机构、回转双工位变位机、工装夹具和控制系统组成。山东整套伺服电动缸生产企业
国内生产的桑塔纳、帕萨特、别克、赛欧、波罗等后桥、副车架、摇臂、悬架、减振器等轿车底盘零件大都是以MIG焊接工艺为主的受力安全零件,主要构件采用冲压焊接,板厚平均为~4mm,焊接主要以搭接、角接接头形式为主,焊接质量要求相当高,其质量的好坏直接影响到轿车的安全性能。应用机器人焊接后,**提高了焊接件的外观和内在质量,并保证了质量的稳定性和降低劳动强度,改善了劳动环境。汽车总装车间FANUC机器人焊接机器人在水下的应用作为海洋工程装备技术的重要组成部分,海洋焊接如今已成为海洋资源开发和海洋工程建设不可缺少的基础和支撑技术。经过大量的工艺试验和配方调整,研发的焊接材料以及水下焊接**设备,已成功应用于胜利油田海上采油平台、港珠澳大桥等海洋工程。焊接机器人弧焊特点编辑焊接机器人基本功能弧焊过程比点焊过程要复杂得多,工具中心点(TCP)弧焊机器人FANUCM-10iA,也就是焊丝端头的运动轨迹、焊枪姿态、焊接参数都要求精确控制。所以,弧焊用机器人除了前面所述的一般功能外,还必须具备一些适合弧焊要求的功能。虽然从理论上讲,有5个轴的机器人就可以用于电弧焊,但是对复杂形状的焊缝,用5个轴的机器人会有困难。因此。山东整套伺服电动缸生产企业
苏州恩畅自动化科技有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。苏州恩畅是一家有限责任公司(自然)企业,一直“以人为本,服务于社会”的经营理念;“诚守信誉,持续发展”的质量方针。公司拥有专业的技术团队,具有伺服电动缸,三自由度平台,滑台等多项业务。苏州恩畅将以真诚的服务、创新的理念、***的产品,为彼此赢得全新的未来!

同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变器和具有电流环为内环、速度环为外环的多环闭环控制系统,以实现对三相永磁同步伺服电动机的电流控制。根据其工作原理、驱动...
- 山东力士乐伺服电动缸 2025-12-19
- 江西生产伺服电动缸多少钱 2025-12-19
- 上海伺服电动缸怎么让他动 2025-12-19
- 安徽200t推力伺服电动缸 2025-12-19
- 浙江直流伺服电动缸 2025-11-17
- 浙江直线式伺服电动缸供应费用 2025-11-15
- 辽宁制造伺服电动缸平台 2025-11-15
- 天津伺服电动缸有驱动器吗 2025-11-15
- 浙江10吨伺服电动缸 2025-11-15
- 天津伺服电动缸与伺服液压 2025-11-15



- 江西防爆伺服电动缸 2025-11-06
- 江苏比较好的伺服电动缸按需定制 2025-11-06
- 福建非标伺服电动缸设备制造 2025-11-06
- 江西新品伺服电动缸非标定制 2025-11-06
- 浙江伺服电动缸的躁声 2025-11-06
- 河北制造伺服电动缸检修 2025-10-08




- 陕西哪里有多自由度平台市场 12-19
- 山东国产多自由度平台报价 12-19
- 上海伺服电动缸怎么让他动 12-19
- 安徽200t推力伺服电动缸 12-19
- 天津工程多自由度平台多少钱 12-19
- 浙江工程多自由度平台检修 11-17
- 福建非标多自由度平台组合 11-17
- 贵州工程多自由度平台维修 11-17
- 山西维修多自由度平台市场 11-17
- 山东哪里有多自由度平台维修 11-17