- 品牌
- 恩畅
- 型号
- ECE
动感电影能够再现影片所涉及的环境、环境内的各种细节以及观众在特定环境内的“遭遇”等,营造出使人“身临其境”的整体效果。从3D到4D,从立体到动感,观众可能不并了解,给他们创造“身临其境”体验的还有“神秘”的动感座椅。这种“神秘”的动感座椅,主要就是由电动缸作用的效果。其中,动感座椅与电动缸设备共同作用,实现在立体视觉基础上的“身临其境”。一般来说,动感座椅,也就是电动缸组合,可在三个方向上做复杂运动,逼真地模仿现实中的坠落、爬升、倾斜、俯仰、晃动等动作,根据电影内容精确实时地调整座椅状态。从4D影院动感座椅的驱动方式上来看,目前主要有液压、气动和电动三种。目前,在影院动感座椅领域,电动是一种相对新兴的方式,有逐步替代前两种驱动方式的趋势。电机驱动电动缸从而带动座椅运动的方式更加环保清洁,相关设备也较少,比较适合影院的使用环境。电动缸产品后续大规模应用于4D动感影院等民用市场,技术上不成问题,市场应用前景广阔。现如今随着自动化领域的发展壮大,电动缸的发展空间巨大,越来越多的公司参与到电动缸的研究开发中。不只应用在动感电影的座椅上,VR游戏座椅也越来越多地使用电动缸技术。有了电动缸的参与,椅子可以旋转。人们一直以来都在着力研究电机的速度和扭力控制问题-苏州恩畅。山东什么是伺服电动缸

此物是专为高机械强度的伺服电机设计的。D:关于允许轴负载,请参阅“允许的轴负荷表”(使用说明书)。四、伺服电机安装注意A:在安装/拆卸耦合部件到伺服电机轴端时,不要用锤子直接敲打轴端。(锤子直接敲打轴端,伺服电机轴另一端的编码器要被敲坏)B:竭力使轴端对齐到比较好状态(对不好可能导致振动或轴承损坏)。伺服电机特点对比编辑直流无刷伺服电机特点转动惯量小、启动电压低、空载电流小;弃接触式换向系统,**提高电机转速,最高转速高达100000rpm;无刷伺服电机在执行伺服控制时,无须编码器也可实现速度、位置、扭矩等的控制;不存在电刷磨损情况,除转速高之外,还具有寿命长、噪音低、无电磁干扰等特点。直流有刷伺服电机特点1.体积小、动作快反应快、过载能力大、调速范围宽2.低速力矩**动小,运行平稳3.低噪音,高效率4.后端编码器反馈(选配)构成直流伺服等优点5.变压范围大,频率可调伺服电机使用范围编辑直流伺服电机可应用在是火花机、机械手、精确的机器等。可同时配置2500P/R高分析度的标准编码器及测速器,更能加配减速箱、令机械设备带来可靠的准确性及高扭力。调速性好,单位重量和体积下,输出功率比较高,大于交流电机。河北伺服电动缸批发恩畅机器人的动作也许是电动机或是驱动器(也称效应器)移动一只手臂,张开或关闭一个夹子的动作。

除非焊缝比较简单,否则应尽量选用6轴机器人。弧焊机器人除前面图2提及的在作“之”字形拐角焊或小直径圆焊缝焊接时,其轨迹应能贴近示教的轨迹之外,还应具备不同摆动样式的软件功能,供编程时选用,以便作摆动焊,而且摆动在每一周期中的停顿点处,机器人也应自动停止向前运动,以满足工艺要求。此外,还应有接触寻位、自动寻找焊缝起点位置、电弧跟踪及自动再引弧功能等。焊接机器人焊接设备弧焊机器人多采用气体保护焊方法(MAG、MIG、TIG),通常的晶闸管式、逆变式、波形控制式、脉冲或非脉冲式等的焊接电源都可以装到机器人上作电弧焊。由于机器人控制柜采用数字控制,而焊接电源多为模拟控制,所以需要在焊接电源与控制柜之间加一个接口。近年来,国外机器人生产厂都有自己特定的配套焊接设备,这些焊接设备内已经播人相应的接口板、所以在图1a中的弧焊机器人系统中并没有附加接口箱。应该指出,在弧焊机器人工作周期中电弧时间所占的比例较大,因此在选择焊接电源时,一般应按持续率100%来确定电源的容量。送丝机构可以装在机器人的上臂上,也可以放在机器人之外,前者焊枪到送丝机之间的软管较短,有利于保持送丝的稳定性,而后者软管校长。
跟踪焊缝自动焊接,要求所设计的机器人应该结构紧凑、移动灵活且工作稳定.文中针对狭窄空间特点,开发了一种小型移动焊接机器人,根据机器人各结构的运动特点,运用模块化设计方法,把机器人机构分为轮式移动平台、焊炬调节机构和电弧传感器三部分。其中,轮式移动平台由于其惯性大,响应慢,主要对焊缝进行粗跟踪,焊炬调节机构负责焊缝精确跟踪,电弧传感器完成焊缝偏差实时识别.另外,机器人控制器和电机驱动器集成安装于机器人移动平台上,使其体积更小。同时,为了减少恶劣焊接环境下粉尘对运动部件影响,采用全封闭式结构,提高其系统可靠性[1]。焊接机器人装备编辑点焊机器人的焊接装备,由于采用了一体化焊钳,焊接变压器装在焊钳后面,所以变压器必须尽量小型化。对于容量较小的变压器可以用50Hz工频交流,而对于容量较大的变压器,已经开始采用逆变技术把50Hz工频交流变为600~700Hz交流,使变压器的体积减少、减轻。变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接。焊接参数由定时器调节,参见图1b。新型定时器已经微机化,因此机器人控制柜可以直接控制定时器,无需另配接口。点焊机器人的焊钳,通常用气动的焊钳。变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接-苏州恩畅。
运行轨迹更加贴近示教的轨迹。焊接机器人特点编辑点焊对焊接机器人的要求不是很高。因为点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,这也是机器人**早只能用于点焊的原因。点焊用机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。点焊机器人需要有多大的负载能力,取决于所用的焊钳形式。对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是,这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。因此,目前逐渐增多采用一体式焊钳。这种焊钳连同变压器质量在70kg左右。考虑到机器人要有足够的负载能力,能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求。新的重型机器人增加了可在。这对电机的性能,微机的运算速度和算法都提出更高的要求。焊接机器人结构设计编辑由于所设计的焊接机器人是在准平面、空间狭窄的环境下工作,为了保证机器人能根据电弧传感器的偏差信息。80年代后期以来,各国先后改用交流伺服电机-苏州恩畅。河北伺服电动缸批发
磁场对线圈的作用力跟这个通过的电流密切先关-苏州恩畅。山东什么是伺服电动缸
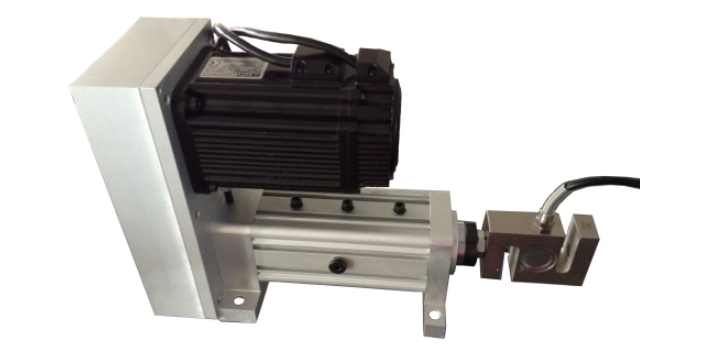
适用范围:"伺服压装设备"伺服压装设备三大类型压机---十几种不同公称力范围的多用途压装缸:直连式折返式紧凑型MAX压力:5-500KN(0-100%可调)行程:100-600mmMAX速度:130-220mm/s(0-100%可调)压力控制精度<1%位置控制精度(mm)±伺服电机通过传动机构与缸体内的滚珠丝杠连接,推动抗扭压杆直线运动完成压装过。内置应变式压力传感器实时采集压力大小,进行数据记录和压装过程反馈。缸体的紧凑型设计,减少了缸体的安装高度。缸体内有坚固的抗扭压杆,可以直接将工装装在压头上。简练的控制---高度集成化和模块化:控制箱将伺服运动控制、压力检测、IO接口、滤波、电源等一体化设计,解决了干扰、粉尘、散热等问题,维护性高、稳定性好,线缆接口防错设计、全部采用插头方式,连接方便。支持I/O、TCP/IP、OPC等多种总线控制方式,控制箱实现对“力-位移-速度”等参数的有效监控,压装过程数据用以公差窗口的实时检测、并实时记录,同时与客户的控制器(如PLC)进行实时的数据交互。模块化应用:多个压装单元可以通过局域网组合在一起,集成到一个控制系统上。实现一个系统,控制多台压装缸。 山东什么是伺服电动缸
苏州恩畅自动化科技有限公司一直专注于自动化设备,机械设备(除特种设备,农业机械),控制设备,五金制品加工,零售,批发,自动化设备安装,从事自动化设备科技领域内的技术开发,技术咨询,技术服务,技术转让。主营伺服电动缸,多自由度平台,滑台等相关机械设备。,是一家机械及行业设备的企业,拥有自己**的技术体系。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的伺服电动缸,三自由度平台,滑台。公司深耕伺服电动缸,三自由度平台,滑台,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。
同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变器和具有电流环为内环、速度环为外环的多环闭环控制系统,以实现对三相永磁同步伺服电动机的电流控制。根据其工作原理、驱动...
- 山东力士乐伺服电动缸 2025-12-19
- 江西生产伺服电动缸多少钱 2025-12-19
- 上海伺服电动缸怎么让他动 2025-12-19
- 安徽200t推力伺服电动缸 2025-12-19
- 浙江直流伺服电动缸 2025-11-17
- 浙江直线式伺服电动缸供应费用 2025-11-15
- 辽宁制造伺服电动缸平台 2025-11-15
- 天津伺服电动缸有驱动器吗 2025-11-15
- 浙江10吨伺服电动缸 2025-11-15
- 天津伺服电动缸与伺服液压 2025-11-15


- 江西防爆伺服电动缸 2025-11-06
- 江苏比较好的伺服电动缸按需定制 2025-11-06
- 福建非标伺服电动缸设备制造 2025-11-06
- 江西新品伺服电动缸非标定制 2025-11-06
- 浙江伺服电动缸的躁声 2025-11-06
- 河北制造伺服电动缸检修 2025-10-08




- 陕西哪里有多自由度平台市场 12-19
- 山东国产多自由度平台报价 12-19
- 上海伺服电动缸怎么让他动 12-19
- 安徽200t推力伺服电动缸 12-19
- 天津工程多自由度平台多少钱 12-19
- 浙江工程多自由度平台检修 11-17
- 福建非标多自由度平台组合 11-17
- 贵州工程多自由度平台维修 11-17
- 山西维修多自由度平台市场 11-17
- 山东哪里有多自由度平台维修 11-17