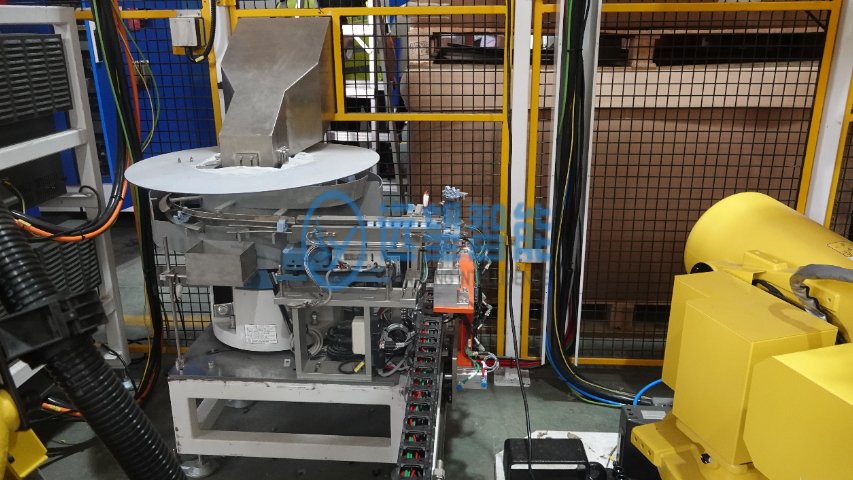
ST4 阶段机器人采取的共用热摸方式和智能快换系统,是汽车油箱柔性生产线实现高柔性生产的关键技术之一。共用热摸方式使得机器人能够通过同一套热摸设备加工不同型号的油箱,减少了设备的更换时间和成本。智能快换系统则能够在秒级时间内完成机器人末端执行器的更换,以适应不同型号油箱的加工需求。这两项技术的结合,使得生产线能够快速切换不同版本的油箱加工,很大程度上缩短了换型时间,提高了生产线的响应速度和生产效率。无论是小批量多品种的生产,还是大规模的连续生产,都能得到高效的满足。ST4 智能检测系统自动分拣良品 / 不良品并完成装箱。苏州远望智能汽车油箱生产线制造
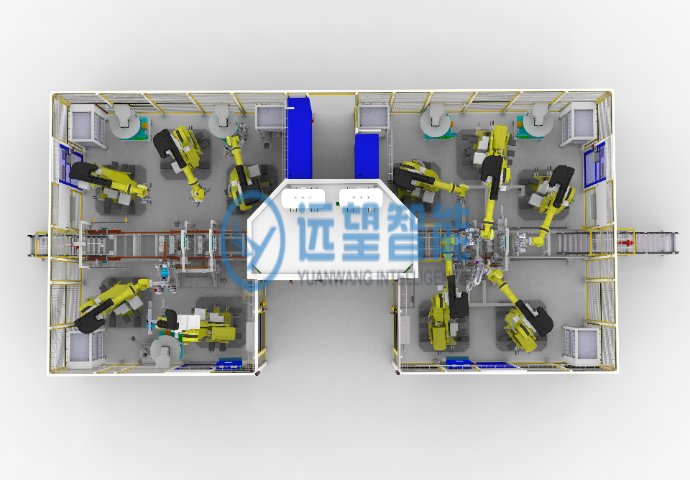
全线的自动化设备与智能系统的集成应用,使汽车油箱柔性生产线实现了少人化生产,降低了人工成本和人为误差。从入口的扫码识别、智能物流输送,到各工位的机器人加工、检测,再到之后的分拣装箱,整个生产过程大部分环节实现了自动化操作,只需要在 ST4 阶段需要少量人工辅助上料。自动化生产减少了对人工的依赖,降低了人工成本;同时,机器设备的准确操作和智能系统的实时监控,避免了人工操作可能出现的疲劳、疏忽等导致的误差,提高了产品质量的一致性和稳定性。少人化生产还使得生产环境更加可控,减少了人为因素对生产过程的干扰,为生产线的高效、稳定运行创造了有利条件。深圳快速汽车油箱生产线制造三套 HMI 界面实现参数灵活调节与设备状态可视化。
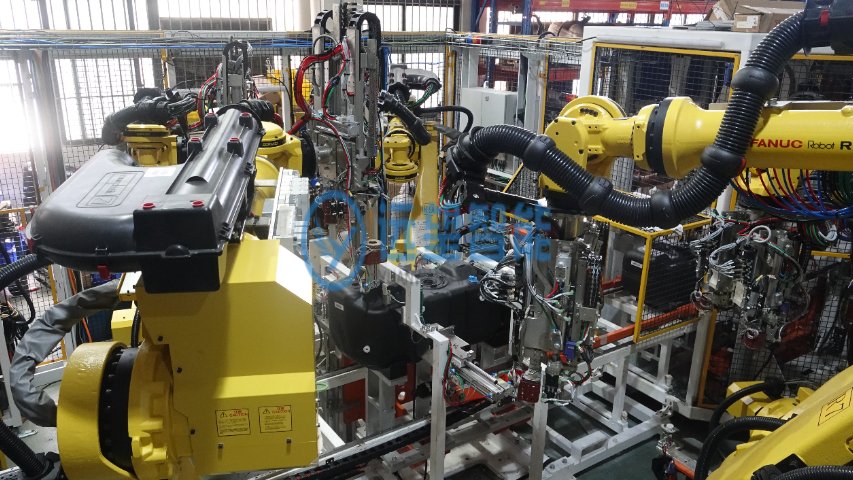
ST3 阶段的节拍优化与前后工序的产能平衡,是汽车油箱柔性生产线实现整体高效运行的重要保障。节拍优化不*关注 ST3 阶段自身的焊接效率提升,还充分考虑与 ST2 阶段的输出节奏和 ST4 阶段的接收能力相匹配。通过分析 ST2 阶段油箱的传送间隔和 ST4 阶段的检测处理速度,确定 ST3 阶段的焊接节拍,避免出现油箱在 ST3 阶段积压或 ST4 阶段待料的情况。例如,若 ST2 阶段每 30 秒传送一件油箱,ST4 阶段每 60 秒处理一件,则 ST3 阶段通过优化焊接顺序和机器人动作,确保在 30 秒内完成一件油箱的焊接,使三件油箱形成一个批次进入 ST4 阶段,实现各工位之间的产能平衡。这种整体优化的节拍设计,提高了生产线的整体利用率,避免了局部效率瓶颈影响整体产出。
ST2 阶段的无屑切孔技术在提高油箱清洁度的同时,也降低了后续工序的质量风险。传统切孔方式产生的切屑若残留在油箱内部,可能会在后续的焊接、装配或使用过程中造成严重后果,如划伤密封面导致泄漏、损坏内部部件等。无屑切孔技术通过特殊的刀具和加工工艺,在切孔过程中不产生切屑,从源头避免了切屑污染问题。这不*减少了对油箱内部清洁度的额外处理工序,降低了生产成本,还消除了因切屑导致的潜在质量隐患,提高了产品的可靠性。对于对清洁度要求极高的新能源汽车燃油箱而言,无屑切孔技术是保证其性能和安全性的重要工艺手段。全线生产数据实时同步至数据库,实现信息集中管理。

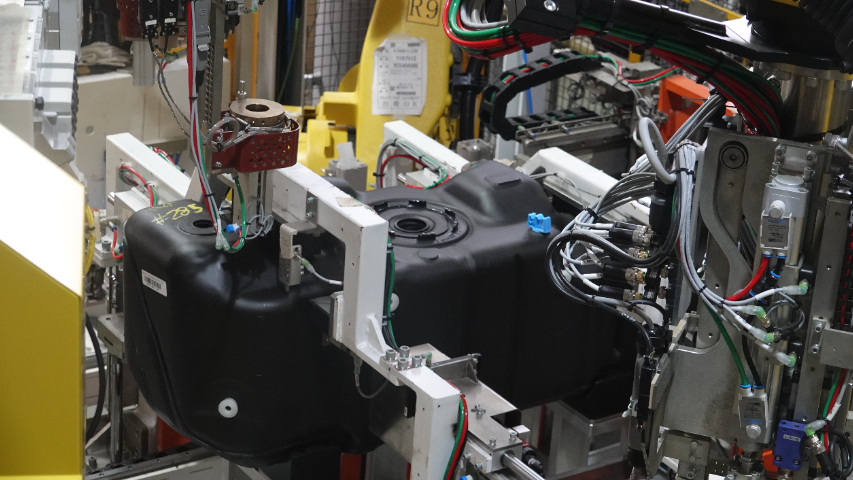
ST2 阶段的精密焊接工艺在汽车油箱柔性生产线中对油箱的质量起着决定性作用。焊接机器人采用了先进的焊接技术和参数控制方法,能够实现油箱各部件之间的精密连接。在焊接过程中,机器人能够精确控制焊接电流、电压、焊接速度等参数,确保焊缝的强度、密封性和外观质量都达到高标准要求。精密焊接不*保证了油箱的结构稳定性,防止了燃油泄漏等安全隐患,还提高了油箱的使用寿命。通过严格的焊接工艺控制,ST2 阶段为油箱的整体质量提供了可靠的保障,满足了新能源汽车对燃油箱的高性能要求。全自动换型系统集成机器人控制与传感器技术,响应快速。苏州小型汽车油箱生产线按需设计
ST3 同步在线过程监测实时把控焊接质量参数。苏州远望智能汽车油箱生产线制造
ST3 阶段实现的焊接基准自标定与动态补偿功能,是汽车油箱柔性生产线应对生产过程中不确定性因素的重要技术手段。在长期生产过程中,由于设备磨损、温度变化等因素的影响,焊接基准可能会发生微小的偏移。自标定功能能够定期对焊接基准进行自动检测和校准,确保基准的准确性。而动态补偿功能则在焊接过程中实时监测焊接位置与基准的偏差,并根据偏差大小自动调整焊接路径和参数,及时纠正偏差。这两项功能相互配合,有效保证了焊接位置的精度,减少了因基准偏移导致的焊接缺陷,提高了产品的合格率和生产的稳定性。苏州远望智能汽车油箱生产线制造