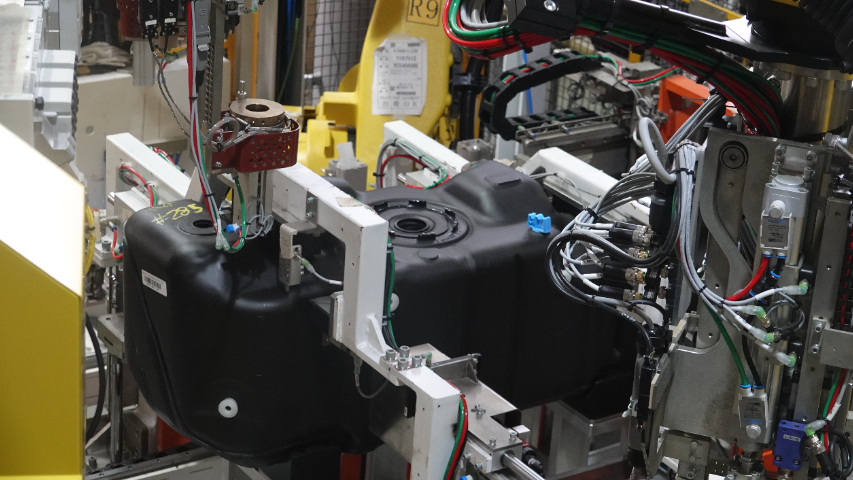
机器人自动防碰撞监测系统是汽车油箱柔性生产线中保障设备安全运行的重要组成部分。在生产线中,多个机器人同时运作,且各工位之间的空间相对紧凑,为了避免机器人之间以及机器人与其他设备之间发生碰撞,该系统应运而生。它能够实时监测机器人的运行轨迹和位置,当检测到可能发生碰撞的危险时,会立即发出指令,使机器人停止运行或调整运行路径,从而避免碰撞事故的发生。这一系统不*保护了昂贵的机器人设备,减少了设备损坏带来的损失和停机时间,还确保了生产线的高效运行,为连续稳定的生产提供了有力保障。ST1 力 - 位传感单元自适应不同材质油箱加工需求。远望智能汽车油箱生产线应用范围

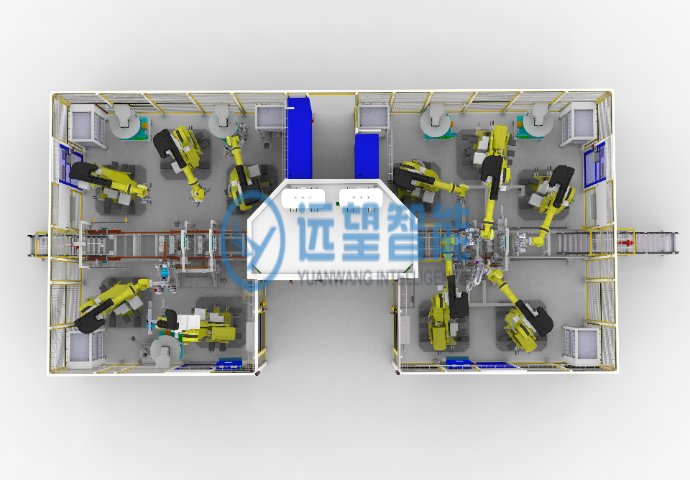
ST3 阶段的焊接机器人搭配六轴机器人智能分中系统,为汽车油箱柔性生产线的焊接加工带来了极高的灵活性和精度。六轴机器人智能分中系统能够通过精确的测量和计算,确定油箱的中心位置和基准坐标,为焊接机器人提供准确的定位参考。焊接机器人则根据智能分中系统提供的信息,结合预设的焊接程序,自动调节焊接路径和参数。当油箱的位置或形状存在微小偏差时,系统能够快速感知并进行动态补偿,确保焊接位置的准确性。这种自适应调节能力使得生产线能够适应不同型号油箱的焊接需求,同时保证了焊接质量的稳定性和一致性。苏州检测汽车油箱生产线解决方案ST2 移栽、送料与机器人动作毫秒级协调,减少等待。

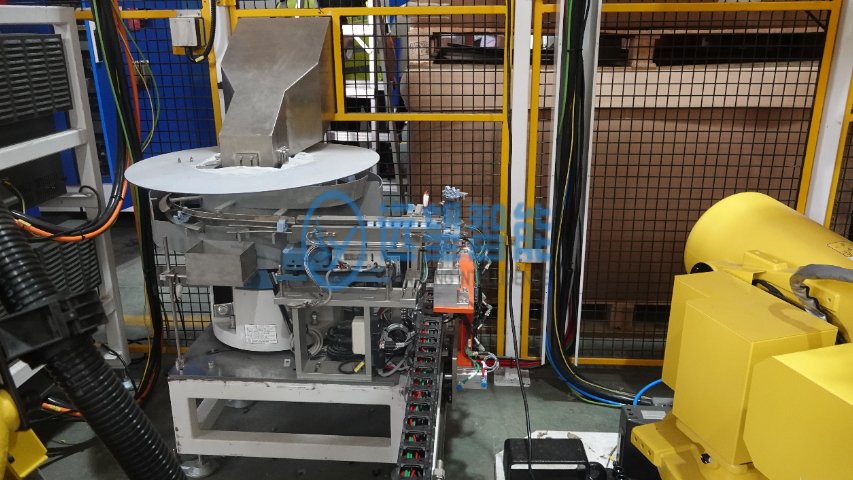
ST1 阶段的废料同步自动回收检测功能对生产过程的持续改进具有重要意义。回收的废料不*经过分类处理实现资源再利用,其检测数据还被反馈至生产管理系统。系统通过分析废料的数量、形状、产生位置等信息,能够识别开孔加工过程中可能存在的问题,如刀具磨损、参数设置不合理等。例如,若某一时间段内废料数量突然增加或形状异常,系统会提示操作人员检查刀具状态或调整开孔参数;通过长期的废料数据分析,还可以优化刀具更换周期和加工参数设置,减少废料产生,提高材料利用率和加工质量。这种基于废料数据的持续改进模式,促进了生产线的精益生产水平不断提升。
ST3 阶段的同步在线过程监测系统与 MES 系统的数据互通,实现了焊接质量的全流程管控。在线监测系统采集的焊接参数和质量特征数据实时传输至 MES 系统,MES 系统将这些数据与产品信息、设备信息等关联存储,形成完整的焊接质量档案。在生产过程中,MES 系统对实时数据进行分析,当发现参数超出正常范围时,立即发出警报并通知相关人员;在生产结束后,通过对历史数据的统计分析,可以评估焊接工艺的稳定性,识别质量波动的趋势,为工艺优化提供数据支持。例如,通过分析不同时间段的焊接电流数据,发现电流漂移规律,进而调整设备参数以保持稳定;通过对比不同机器人的焊接质量数据,优化机器人的参数设置。这种数据互通的全流程管控模式,有效提升了焊接质量的稳定性和可控性。ST2 精密焊接针对关键部位采用多层脉冲工艺。

全线数据实时同步至数据库为汽车油箱柔性生产线的数据分析和决策支持提供了数据基础。生产线的各个设备、传感器和检测系统会将实时采集的生产数据,如加工参数、设备状态、检测结果、生产数量等,通过工业以太网传输至数据库中。数据库采用高效的数据存储和管理技术,确保海量数据的安全存储和快速访问。实时同步的数据使得管理人员能够随时掌握生产线的实时运行状态,通过数据分析工具可以发现生产过程中的潜在问题、瓶颈环节和优化空间。例如,通过分析各工位的加工时间数据,可以找出生产节拍的薄弱环节并进行优化;通过分析质量检测数据,可以识别质量波动的原因并采取针对性措施。ST3 焊接机器人搭配六轴智能分中系统实现自动定位。北京绿色环保汽车油箱生产线制造
三套 HMI 界面实现参数灵活调节与设备状态可视化。远望智能汽车油箱生产线应用范围
ST2 阶段的无屑切孔技术在提高油箱清洁度的同时,也降低了后续工序的质量风险。传统切孔方式产生的切屑若残留在油箱内部,可能会在后续的焊接、装配或使用过程中造成严重后果,如划伤密封面导致泄漏、损坏内部部件等。无屑切孔技术通过特殊的刀具和加工工艺,在切孔过程中不产生切屑,从源头避免了切屑污染问题。这不*减少了对油箱内部清洁度的额外处理工序,降低了生产成本,还消除了因切屑导致的潜在质量隐患,提高了产品的可靠性。对于对清洁度要求极高的新能源汽车燃油箱而言,无屑切孔技术是保证其性能和安全性的重要工艺手段。远望智能汽车油箱生产线应用范围