自动插管功能是汽车油箱装配流水线中实现管路连接自动化的关键环节。在油箱与各类管路(如回油管、通气管、传感器信号线等)的连接过程中,自动插管设备能够实现高效准确的操作。设备首先通过图像识别技术确认待插管接口的位置和型号,确保管路与接口的匹配性。插管机械臂配备有自适应夹爪,能够根据管路的直径和材质自动调整夹持力,避免管路变形或损伤。在插管过程中,激光位移传感器实时监测插管深度,当管路插入至预设深度时,机械臂会自动停止推进。对于需要过盈配合的管路接口,设备会先对接口进行加热软化处理,降低插管阻力,同时防止管路因强行插入而破裂。插管完成后,自动卡箍装置会对接口处进行紧固,卡箍的收紧力度由程序精确控制,确保密封可靠且不会过度挤压管路。该功能不*将插管工序的生产效率提升了 3 倍,还极大地减少了因人工插管不当造成的泄漏隐患。嵌环锁紧过程可视化,便于监控装配状态。苏州新款装配流水线制造

在管路装配过程中,自动嵌环锁紧功能的应用确保了管路接口的连接强度和密封性。管路与油箱接口的连接通常需要在接口处安装金属嵌环,以增强连接部位的结构强度。流水线的管路装配工位首先通过自动送料机构将适配的金属嵌环输送至装配位置,然后由取料机械臂将嵌环准确放置在油箱接口的嵌装槽内。此时,自动嵌环锁紧装置会启动,其环形压头会对嵌环进行均匀施压,使嵌环发生塑性变形并与嵌装槽紧密贴合。锁紧过程中,压力传感器实时监测锁紧力的大小,当达到预设的锁紧力阈值时,设备自动停止施压,避免过度锁紧导致接口损坏。嵌环锁紧完成后,管路装配机械臂再将管路插入接口,此时嵌环能够为管路提供稳定的支撑和定位,确保管路插入位置准确。这种先嵌环锁紧后插管的工艺顺序,有效提高了管路连接的可靠性,降低了因接口松动导致的燃油泄漏风险。苏州新款装配流水线制造扫码设备高速识别,不影响流水线运行速度。

自动嵌环锁紧功能在汽车油箱装配中扮演着重要角色,主要用于油箱接口处金属嵌环的安装与固定。金属嵌环能够增强油箱接口的结构强度,防止因长期使用或振动导致接口变形渗漏。流水线的自动嵌环装置首先通过振动盘对嵌环进行有序排列和输送,嵌环在进入装配通道前会经过尺寸筛选,剔除不合格品。随后,取料机械臂准确抓取嵌环,并在视觉引导下将其对准油箱接口的嵌装槽。嵌环的压装过程由伺服压力机完成,压力机能够实时采集压装力和位移曲线,并与预设的合格曲线进行比对,确保嵌环压装到位且无损伤。压装完成后,自动锁紧机构会对嵌环的固定卡扣进行锁紧操作,锁紧扭矩可根据不同规格嵌环进行精确调整。该功能的应用,使嵌环装配的不良率从传统人工装配的 3% 降至 0.1% 以下。
泵阀装配环节中应用的自动嵌环锁紧功能,进一步强化了泵阀与油箱壳体连接的密封性和结构强度。泵阀与油箱壳体的连接接口处通常需要安装密封嵌环,以防止燃油从接口处泄漏。在泵阀装配前,自动嵌环锁紧设备会先将密封嵌环安装在油箱的泵阀接口处。设备的取料机构准确抓取嵌环,在视觉引导下将其放入接口的环形槽内,随后锁紧压头对嵌环进行均匀施压,使嵌环发生弹性变形并与环形槽紧密贴合,形成初步密封。嵌环锁紧完成后,泵阀装配机械臂再将泵阀安装到接口上,泵阀的法兰面会与嵌环紧密接触,进一步压缩嵌环,增强密封效果。同时,嵌环还能在泵阀与油箱壳体之间起到缓冲作用,减少车辆行驶过程中的振动对泵阀连接部位的影响,防止连接松动。这种先嵌环锁紧后安装泵阀的工艺,使泵阀接口的密封性能和结构稳定性得到很大程度地提升。视觉检测与标准模板比对,判定装配是否合格。
管路装配过程中采用的防错料系统通过多重验证机制,确保管路与油箱的正确匹配。除了自动扫码比对外,防错料系统还采用了尺寸检测和颜色识别等辅助验证手段。尺寸检测传感器会对管路的外径、长度等关键尺寸进行测量,与该型号油箱所需管路的尺寸范围进行比对,进一步确认管路的正确性。对于带有颜色标识的管路(不同功能的管路采用不同颜色进行区分),颜色识别传感器会检测管路的颜色,与预设的颜色标准进行比对,防止因扫码错误导致的错装。只有当扫码信息、尺寸检测、颜色识别三项验证结果均一致时,系统才允许管路装配过程进行。这种多重验证机制,提高了防错料的可靠性,将管路错装率降至零,确保了产品质量。自动插管功能完成管路对接,减少人工操作误差。佛山自动化装配流水线工艺
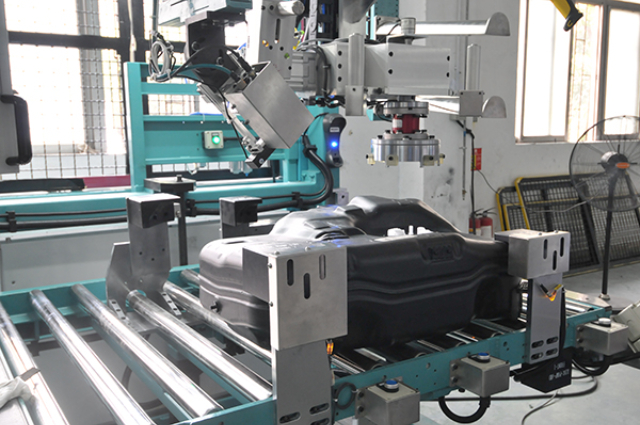
管路装配路径规划合理,减少干涉确保顺畅。苏州新款装配流水线制造
自动翻转定位功能为汽车油箱装配流水线的高效运转提供了关键支撑。在油箱壳体的装配过程中,不同的装配工序往往需要油箱处于不同的姿态,传统人工翻转不*劳动强度大,还容易因定位不准影响装配质量。该流水线的自动翻转定位装置由高精度伺服电机驱动,配合XXXXXXXXXXXXXXXXXXXXXXXXX值编码器实现角度的准确控制,翻转角度范围可达 0 - 360 度,定位精度高达 ±0.05 度。当油箱壳体被输送至翻转工位时,柔性夹具会根据油箱的外形自动调整夹持力度,避免对壳体表面造成损伤。翻转过程中,设备的平衡控制系统会实时调整重心,确保翻转动作平稳无晃动。同时,激光定位仪会对油箱的基准孔进行识别,实现翻转后的二次定位校准,保证后续装配工序的基准一致性。这一功能的应用,使得油箱在各装配工位间的转换时间减少了 60%,大幅提升了流水线的节拍效率。苏州新款装配流水线制造






