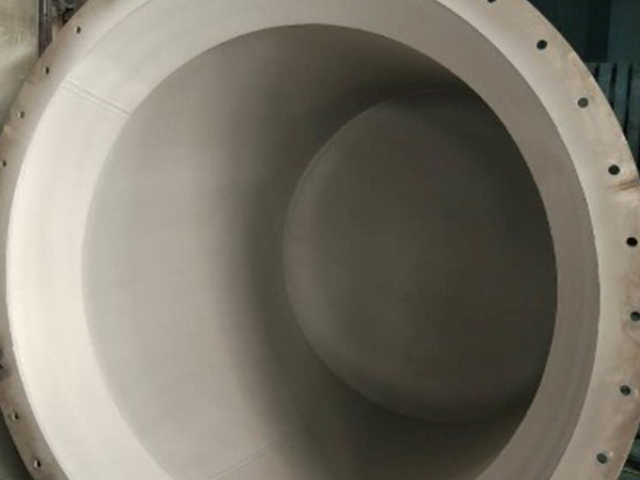
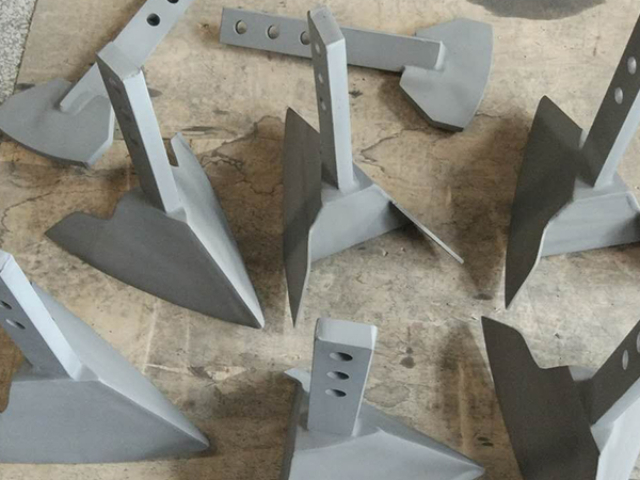
平常讲到的锂电池材料主要是指正极材料、正极原料、锂电池材料生产设备上磨损较大的地方分为异形件、混料机内壁、桨叶、刀片、螺旋、粉碎机装置。锂电池材料生产厂家为了隔离金属异物,在生产设备表面与物料接触的部分制作涂层保护与隔离,从而需要耐磨损,耐高温,非金属材质三个要素,碳化钨涂层是可以满足的,所以现在多数锂电池材料生产过程中磨损较大的部位都使用碳化钨涂层作为保护涂层材料。因为锂电池材料对于隔离金属异物要求非常高,有些厂家的采购是指要求磁性异物PPB数值低于10个以内,而很多锂电池材料生产厂家只能达到50个PPB以内的标准,产品品质决定了市场销路,所以在降低磁性异物数值的道路上精益求精,因为涂层基体材质就是设备固有材质,基体材质大部分都是不锈钢,不锈钢70%都是铁还有其它金属成分组成,一旦涂层磨损/腐蚀掉,物料就直接接触和磨损设备表面,造成金属成分进入物料中,产品的PPB值将会大幅提升,所以锂电池材料生产设备的碳化钨涂层能用多久,应该多久修复一次,是众多生产锂电池材料厂家的必修之课。热喷涂厂家阳极性保护涂层涂层的电极电位比基体金属负,涂层作为牺牲阳极对基体进行阴极保护。河南等离子热喷涂工艺

近期发现一些客户对涂层有误解,在这里跟大家分享一下。1、涂层硬度不够一个客户用锤子敲击涂层,然后涂层凹进去了,客户说“涂层硬度不行啊,我淬火的钢都不可能敲变形,涂层一下就敲的凹进去了,说明你这个根本是硬度不够”。热喷涂的涂层有一个很重要的特性是脆性很大,我在跟客户交流的时候都会提醒客户“涂层不耐冲击”。涂层***适合的是耐摩擦磨损,但是如果在摩擦磨损的同时还有撞击、腐蚀等情况,那么就需要慎重考虑是否采用喷涂工艺。因为撞击会破坏涂层,然后腐蚀就会从破损的地方侵蚀整个涂层和产品基体。用锤子把涂层敲击变形,不能证明任何问题,之前我已经详细解释了涂层的硬度如何判断。北京等离子热喷涂耐磨损涂层是表面涂层技术的主要应用领域之一。

火焰粉末喷涂是一种将金属或非金属粉末原料送入燃气氧气气氛中,通过高温燃烧产生热量,熔化材料并喷射到经过预先处理的工件表面形成坚硬的涂层。其系统通常由送粉器和喷枪组成,粉末通过载气送至喷枪,混合气体将熔融颗粒喷射至工件表面,快速固化形成涂层。适用于机器零件维修、修理和修整,以及用于间隙控制装置的可磨耗涂层。这种喷涂工艺相对灵活,可应用于金属、合金、碳化物、聚合物甚至陶瓷粉末。火焰粉末喷涂适用材料范围,但无法喷涂高熔点及易氧化分解的材料。其中金属粉末主要包括铁基粉末、镍基粉末等;非金属粉末主要包括碳系粉末、硼系粉末和硅系粉末等;陶瓷粉末主要包括碳化硅、氧化铝、氮化硼等。适用于火焰粉末喷涂的金属材料主要是熔点较低的金属及合金粉末。
热喷涂分类办法作为新型的实用工程技能尚无标准的分类办法,一般按照热源的品种,喷涂资料的形状及涂层的功用来分。如按涂层的功用分为耐腐,耐磨,隔热等涂层,按加热和结合办法可分为喷涂和喷熔:前者是机体不熔化,涂层与基体构成机械结合;后者则是涂层再加热重熔,涂层与基体互溶并分散构成冶金结合。往常接触较多的一种分类办法是按照加热喷涂资料的热源品种来分的,按此可分为:①火焰类,包含火焰喷涂、喷涂、超音速喷涂;②电弧类,包含电弧喷涂和等离子喷涂;③电热法,包含电爆喷涂、感应加热喷涂和电容放电喷涂;④激光类:激光喷涂。采用等离子喷涂技术,在各种液压缸、往复泵中的柱塞和活塞杆表面上喷涂特种陶瓷涂层。

碳化钨喷涂设备是指由金属、塑料、木材等材料制成的表面覆盖有保护层或装饰层的产品。随着工业技术的发展,我国碳化钨喷涂技术和设备的发展经历了从手工到机械设备再到自动化生产线的发展过程。涂装工艺流程一般如下:预处理、抛光、涂装、整平、干燥或固化、三废处理。碳化钨喷涂设备是用来完成这些喷漆过程的机器。在自动化涂装生产方面,静电喷涂和电泳涂装技术的推广应用,粉末喷涂技术的开发和推广,特别是在家电行业、日用五金、钢家具、铝部件、电器产品、汽车行业等领域。正确地选择涂层材料是确保所需涂层性能的关键性工作。浙江金属热喷涂陶瓷
热喷涂锌的主要设备是压缩空气系统,氧气、乙炔系统,金属气喷枪及胶管等。河南等离子热喷涂工艺
热喷涂锌的主要设备是压缩空气系统,氧气、乙炔系统,金属气喷枪及胶管等。它的工作原理:以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。由于喷砂后的基体表面凹凸不平,散热收缩后的金属涂层能牢固地附在工件表面。喷料要求:1.金属喷涂用锌丝纯度不得低于99.99%。2.锌丝应光洁、无锈、无油、无折痕,直径为2.0~3.0mm。喷涂工艺要求:1.喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。2.喷涂距离为100~200mm,喷枪尽可能与基体表面成直角,不得低于45°。3.喷枪移动速度,以一次喷涂厚度达到25~80µm为宜。4.各喷涂带之间应有1/3的宽度重叠,厚度应尽可能地均匀。5.各喷涂层之间的喷枪走向应相互垂直,以交叉覆盖。6.涂层表面温度降到70℃以下时,再进行下一层喷涂。河南等离子热喷涂工艺
无锡苏威热喷涂科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同无锡苏威热喷涂科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!