- 品牌
- 雷鹰科技
- 型号
- LYH90
- 产地
- 浙江绍兴
- 可售卖地
- 新昌
- 是否定制
- 否
- 材质
- 铜
- 配送方式
- 汽运
热熔焊接具有许多优点。首先,它可以用于连接不同类型的材料,如金属和塑料。其次,热熔焊接可以实现强度高的焊接接头,确保连接的牢固性。此外,热熔焊接具有较高的生产效率,可以快速完成焊接任务。同时,由于焊接过程中不需要使用额外的胶水或螺钉等附加材料,热熔焊接可以降低生产成本。然而,热熔焊接也存在一些局限性。首先,焊接材料的选择范围相对较窄,只能应用于某些特定的材料。其次,对于某些脆性材料,热熔焊接可能会导致材料的热应力,从而影响焊接接头的质量。此外,热熔焊接在某些高温环境下可能会出现材料变形的问题,需要特殊的焊接控制和保护措施。总的来说,热熔焊接是一种常用的焊接技术,具有广泛的应用领域。它可以实现不同材料的连接,并提供强度高和可靠的焊接接头。随着科技的发展,热熔焊接技术也在不断改进和创新,为制造业的发展做出贡献。放热焊接可以应用于多种金属和合金,如铝合金、镍合金和钛合金等。浙江防雷放热焊接生产
为了确保放热焊接的质量,建议在熔焊时严格按以下工艺要求操作(1)在施工中要对导线进行清洁和烘干处理(2)对不同供货商提供的放热焊材料,要按使用要求的标号焊剂加入焊剂,不能用错.(3)按照供货商提供的熔焊工艺流程进行作业在重要工程中采用放热焊接工艺,虽然材料成本投资比传统焊接大,但从焊接质量、综合材料的投资、人力成本、工程可靠性、工程寿命等方面计算,总体的开支是降低了,综合效益提高了。因此放热焊接工艺在某些工程中优于传统焊接方法。甘肃轨道放热焊接焊药放热焊接是一种通过加热金属件并使其融合在一起的焊接方法。
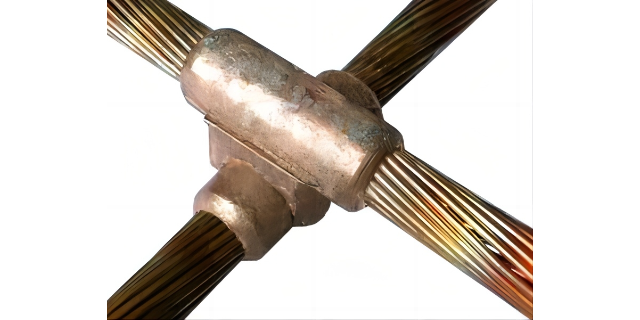
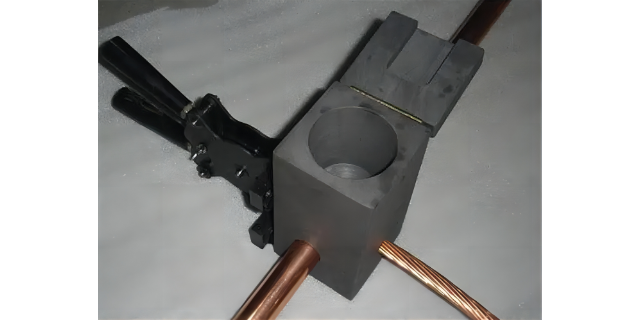
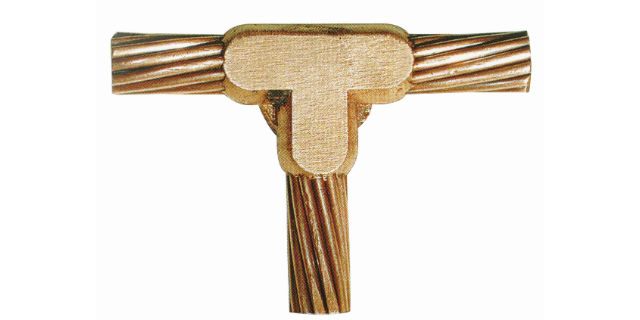
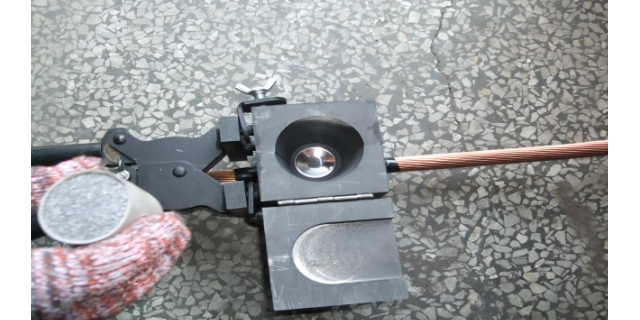
放热焊接操作步骤(1)根据连接点选择合适的模具和焊剂,将导体放入模具内并夹紧,必要的时候可用线缆固定夹辅助。(2)将垫片放入模腔,堵住模孔托住焊粉(3)将焊粉倒入模具中(4)从焊粉表面到模沿撒上点火粉(5)合上模盖,用点火器点火。(6)约20秒后,可开模,焊接成功。操作前必须对模具、导体进行加热并除去导体表面氧化层。需焊接的导体在放入焊接腔内应保持适当的间隙,间隙过大可能会导致焊药不足,间隙过小则不利于导体焊接原则上接头应没有气孔,过多的气孔一般来说是导体或模具含污染物(水,油,尘土等)的结果。如果焊接头的表面出现了一些非常小的气孔,根据孔深判断,若孔深超越了导线的中心,则接头报废.放热焊接位置的质量优劣也可通过目测检验,强度较高、表面光亮、较少或没有蜂窝状凹凸即为良好。如下图为铜绞线与铜绞线搭接放热后接头的质量对比照片
放热熔焊是利用放热化学反应产生的高热来完成熔接的一种工艺方法。放热熔焊又称为:火泥熔接,火泥熔焊,放热焊接,热化学熔焊等。放热焊接的特点:1其焊接点是分子结合,不会老化,不易受腐蚀性产物的影响;2焊点载流能力强,能经受反复多次的大浪涌电流而不退化;3焊接速度快,焊接质量高,省时省力。放热熔焊的应用:发电厂、变电站、核电站、机场、铁路地铁、石化仓库、网络机房、通信基站、电气化建设、各种工程阴极保护、各种大型建筑的防雷接地工程等诸多行业。广泛应用于接地网建设、防雷设施建设及重要设备的焊接。电弧放热焊接广泛应用于焊接钢铁、不锈钢和合金等材料。
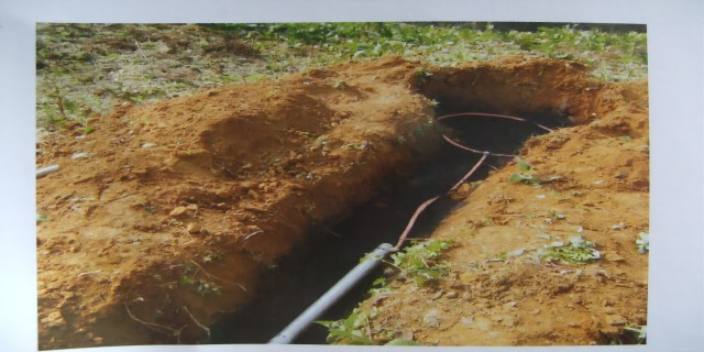
在电气施工中经常会遇到电气连接,电气连接的好坏将直接影响整个电力系统的运行和设备、人身的安全。放热焊接是我国近几年引入的一项新的电气连接技术,与压接和螺栓连接等机械连接不同的是,它以化学反应的方式使连接起和被连接体之间形成分子间连接。放热焊接应用于铁路领域的电气施工,后来逐步应用到接地系统、防雷系统和输电线路、电缆的连接。在咸阳60万吨/年甲醇项目放热焊接广泛应用于接地系统和防雷系统。实际应用表明,放热焊接技术具有操作简便、成功率高、焊接接头质量稳定等其他连接方式不可比拟的优点。放热焊接可以通过选用合适的焊接材料和焊接方法,实现不同的焊接效果。浙江防雷放热焊接生产
火焰放热焊接可以应用于多种金属,包括钢铁、铝、黄铜等。浙江防雷放热焊接生产
焊粉模具实操流程:1.把导体和熔模清洗干净(如果潮湿还必须烘干)使用模具前需将模具用喷灯烤5-10分钟,将导体置于模具下并作下接触试验。2、将要焊接的两种导体放入熔模,对应好位置。3、夹紧熔模,放下金属隔离片,封住流通口,不让反应前的熔焊剂流入型腔。4、把放热焊剂倒入熔炉中,在模具口处撒一些初始引火粉,盖好模具顶盖。5、用点火器点燃引火粉,熔焊剂在模具中作出安全的放热反应。6、热熔反应完成后,10-20秒,即可开启模具,用工具将导体取出,并去除熔渣,焊接后的焊点,表面无焊渣,光滑美观。浙江防雷放热焊接生产
- 甘肃铁路放热焊接模具 2024-04-10
- 放热焊接加工 2024-04-07
- 福建钢轨焊接焊药 2024-04-05
- 新疆接地系统放热焊接模具 2024-04-04
- 浙江铜铁焊接剂 2024-04-02
- 浙江铁路放热焊接配方 2024-04-02
- 甘肃接地放热焊接焊剂 2024-04-01
- 浙江铝热焊接剂 2024-03-31