- 品牌
- 雷鹰科技
- 型号
- LYH90
- 产地
- 浙江绍兴
- 可售卖地
- 新昌
- 是否定制
- 否
- 材质
- 铜
- 配送方式
- 汽运
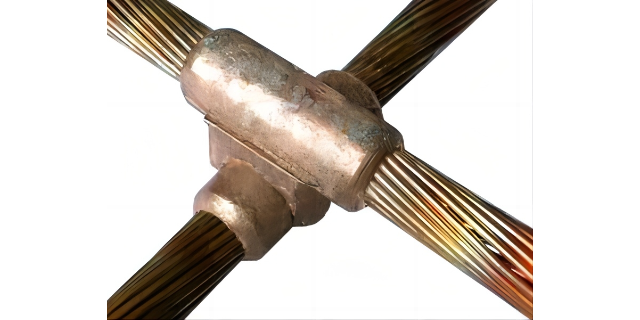
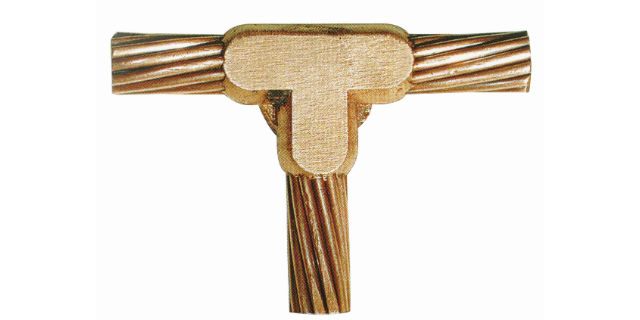
放热焊接操作步骤(1)根据连接点选择合适的模具和焊剂,将导体放入模具内并夹紧,必要的时候可用线缆固定夹辅助。(2)将垫片放入模腔,堵住模孔托住焊粉(3)将焊粉倒入模具中(4)从焊粉表面到模沿撒上点火粉(5)合上模盖,用点火器点火。(6)约20秒后,可开模,焊接成功。操作前必须对模具、导体进行加热并除去导体表面氧化层。需焊接的导体在放入焊接腔内应保持适当的间隙,间隙过大可能会导致焊药不足,间隙过小则不利于导体焊接原则上接头应没有气孔,过多的气孔一般来说是导体或模具含污染物(水,油,尘土等)的结果。如果焊接头的表面出现了一些非常小的气孔,根据孔深判断,若孔深超越了导线的中心,则接头报废.放热焊接位置的质量优劣也可通过目测检验,强度较高、表面光亮、较少或没有蜂窝状凹凸即为良好。如下图为铜绞线与铜绞线搭接放热后接头的质量对比照片放热焊接可以实现金属件的修复和再生,延长其使用寿命。浙江铁路放热焊接配方
模具采用石墨制成,是一个石墨坩埚,由于石墨较脆弱,无法承受抛甩与强力冲击,故不可将超出模具铭牌所示尺寸的熔接物强行放入模具墨制成,较较脆弱,无法承受抛甩与强力冲击,故不可将超出模具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质、坚硬的工具等来清洗残渣。模夹是用于开合模具的,使用厂家配套生产的焊接物夹。放热焊粉包括熔粉、引火粉及钢碟三部分。每一包焊粉对应焊接一个焊点、焊粉牌号需与模具铭牌上注明的焊粉用量一致,使用前需仔细对照确认。焊粉的计量单位以克(gram)计,焊粉的牌号标示其剂量克数,因此如果现有的焊粉牌号与模具标志的剂量不匹配时可视实际情况增减。焊粉出厂时对于其防潮已采取多层保护,但建议仍需妥善保管避免受潮。浙江铁路放热焊接配方电弧放热焊接广泛应用于焊接钢铁、不锈钢和合金等材料。

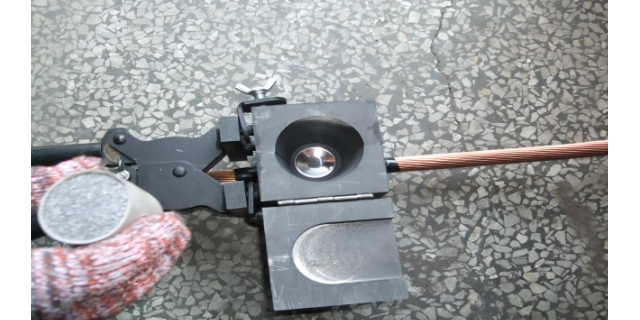
焊接步骤1)每次开工前用加热工具(如烘干箱或喷灯)将模具和被焊接物的焊接处烘干,确保其干燥,避免焊点内部产生气泡。2)模具及被焊接物应清洁、干燥。被焊接物表面的尘土、油脂、氧化物(锈)或其它附着物等必须完全清洗干净,使其洁净光亮后才可进行焊接作业。如果模具内遗留的残渣不完全清洗干净,将造成焊成表面不平滑、不光亮。3)4)要点:①祛除水气②清洁焊接物③清洁模具(清洁模具,使用软毛刷或其他软性物品)。5)6)3)检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。模夹的紧密度对熔接的效果有影响,在熔接开始之前认真检查模夹,并作适当调整。为了防止焊接物移动、延长模具的使用寿命,可以将模夹装到模具上,模具的规格随焊点的结构形式而异
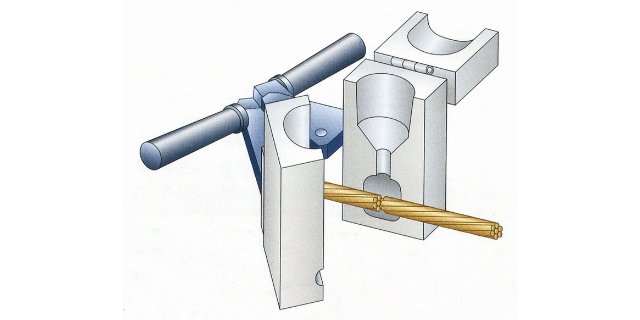
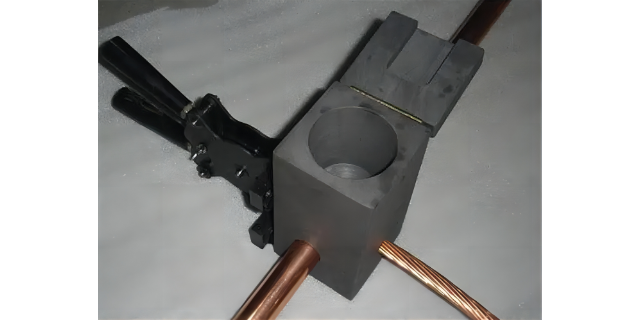
放热焊接时,把欲连接的导线放入石墨熔模的底部,石墨熔模的上部相当于堆场内先放入隔离片,用以阻止混合铜基粉末漏入熔模中,再将混合铜基粉末倒入堆场,放上引火粉,用点火器点燃引火粉,使混合铜基粉末发生化学反应,形成液态铜流入熔模内,将导线熔为一体。机具焊接需要匹配的主要工具有模具、模夹、焊粉、喷灯、清模铲、点火器等。(1)模具:模具是选用耐高温的材料,根据熔化铜水流速、流向以及形状等加以设计制造出来。模具在正常使用情况下可以使用50次以上的熔接(2)焊粉:焊粉为防止受潮起见,按其大小装在锡纸包装袋内,起火袋粉装于袋内小罐中,隔离片用防潮塑胶袋包装为一次作业所需材料(3)喷灯:用于加热、烘干,去除模内水分及导线熔接处水分(4)清模铲:用于清洗模内矿渣(5)点火器:用于点燃起火粉放热焊接可以实现不同种类和形状的金属件之间的连接。
放热焊接(关于放热焊接的介绍)1、放热焊又称放热焊接,是以铝热反应所产生的高温使金属之间完全熔接,无需外加能源。2、这个反应是在耐高温的石墨模具内进行的,在正常的使用条件下,一个模具可焊接50-100或更多个点,而且可以根据实际的连接型式来开模。3、焊接过程只需要几秒时间。4、WTWELD放热焊:通过化学置换反应产生的热量,将需要连接的各种金属在模具内进行溶接。5、金属间的复合介面是分子连接,无残留物,结合面不会出现腐蚀现象。6、焊接过程不需要外部电源和热源。7、化学放热焊的操作过程非常简单,质量容易得到保证。8、是一种简单、高效率、高质量的金属连接工艺。放热焊接可以在不同的焊接位置进行,包括横焊、纵焊和角焊等。福建防雷放热焊接模具
放热焊接可以实现金属件的分离和拆卸,方便回收和再利用。浙江铁路放热焊接配方
放热焊接注意事项·施工操作前,必须保证被焊接件无污物,熔模熔腔和型腔内无上次焊接时留下的焊渣块或焊渣粉末。·施工操作前,必须使用喷火炬(或瓦斯喷灯)烘干被焊接件和熔模,使其尽可能的不含水分。·施工操作中,点火之前,必须保证盖上熔模盖,且熔模闭合处无开缝。·施工操作中,点火之前,必须保证被焊接件焊接点位于型腔中心。·施工操作时,现场1.50米范围之内,不得有无关人员停留。·施工操作时,现场1——2米范围之内,不得有易燃物品摆放。·操作人员必须戴上有一定隔热效果的工作手套。·操作人员不得面对于熔模开口处操作施工。·点火时,一旦引燃粉被引燃,操作人员必须立即离开熔模至少1.50米。·当放热焊剂反应结束后,任何人不得直接接触熔模和被焊接件。·当放热焊剂反应结束后,须待熔模和被焊接件自然冷却10——20秒,使用老虎钳(或相似工具)从熔模中取出。·对被焊接件进行绝缘处理,必须待导线完全冷却之后方可进行。浙江铁路放热焊接配方
- 甘肃铁路放热焊接模具 2024-04-10
- 放热焊接加工 2024-04-07
- 福建钢轨焊接焊药 2024-04-05
- 新疆接地系统放热焊接模具 2024-04-04
- 浙江铜铁焊接剂 2024-04-02
- 浙江铁路放热焊接配方 2024-04-02
- 甘肃接地放热焊接焊剂 2024-04-01
- 浙江铝热焊接剂 2024-03-31