CY-126CNC数控蜗杆旋风铣床的特点:机床系统实现X、Z、C轴3联动。加工参数全数控化,任意蜗杆头数、起止位置、导程、切削进给量、转速、去毛刺方式、只需在面板通过菜单调节即可,方便快捷。利用成型刀具工件齿顶可顶切外圆及左右齿顶圆弧,直接在铣削螺纹时同步完成。螺纹出口处锋利毛刺利用盘铣刀的顶部横刃,由程序参数控制(4轴联动)可自动渐开线铣平。蜗杆旋风铣床刀具形式保证加工精度,用整体硬质合金带涂层刀具,刀具的铲背后角采用了等截面型设计,每次只要保证将前刀面磨去相同的厚度就可以保证铣削出的形状相同,以保证齿形精确。机床采用液压精密弹性夹头,保证蜗杆跳动精度5um;机床设计了螺旋升角精密调整机构,每次调整角度可精确到±5〃;可选配精密的“C”型硬质合金稳定套以保证高精蜗杆及螺纹的加工。蜗杆旋风铣床加工精度达到7级,表面粗糙度Ra0.5--0.8型旋风铣本体顶部设有马达座,马达座将电动机紧紧的固定在旋风铣本体上方,使得电动机稳定的工作。多头蜗杆旋风铣要多少钱
旋风铣是利用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的新型螺纹加工工艺。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名——旋风铣。旋风铣带动外旋刀盘或内旋刀杆上的硬质合金刀具高速旋转,完成切削运动。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案; 公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床;山西地脚螺栓旋风铣特点旋风铣通过电动机带动铣刀盘高速旋转,从而在工件上铣削出螺纹来。

旋风铣削加工过程材料切除率与刀具的齿数有关,还与切削速度、轴向切削深度、径向切削深度、每齿的进给量有关。在工艺规划及编程过程中,按照事先规划好的变化规律进行编程,并按照计划好的主轴转速变化规律进行切削。国内旋风铣削的厂商在采用国外先进技术过程,借助于刀具结构参数的调整,一定程度上**提高了齿轮的几何精度。过切形状误差、细长工件加工变形、螺距累积误差、高速旋铣刀具开发是目前旋风铣削加工过程也解决的问题。
刀盘偏转角的调整精度,要解决旋风铣削机构螺旋升角调整精度问题提高数控旋风铣床加工精度,就要解决各方面的工艺瓶颈:多刀头位置的精度,要解决刀具刀盘的精度问题。刀盘要高精度旋转,要解决刀盘的安装制造精度问题。工件卡盘轴要有较高的回转精度,要解决主轴设计及传动精度问题。刀盘头架运行导轨与工件轴线要有较高的平行度,就是要解决床身本身的刚性及制造精度问题。工艺系统要有较高的的动刚度,要解决相关的跟刀系统机构。切削刀头要有较高的成形精度,要解决刀具的制造精度。常州旋风铣购买认准南京创远旋铣装备制造有限公司。

旋风铣焊接刀裂纹形成的机理及类型:刀槽底面有缺陷对裂纹形成的影响,刀片和刀槽的接触面不平整,如有黑皮麻坑、局部不平等原因,使焊接不能形成平面结合,造成焊料分布不匀,这样不但影响焊缝强度而且引起应力集中,导致刀片断裂,因此,刀片要研磨接触面,对刀片刀槽的焊接面应清洗干净。在铣刀片槽与刀片配合过程中,要求刀片伸出刀杆支承部分不大于0.5mm,如果刀片伸出刀杆支承部分过大或刀杆支承部分较弱,就会使刀在焊接过程中承受拉力而产生断裂现象。刀片的二次加热对裂纹形成的影响,片在钎焊后,紫铜钎料没有完全填满缝隙,个别出现虚焊,有的刀在出炉过程中,刀片在刀杆上掉下来,因此需二次加热,这样一来,粘结剂Co严重烧损,WC晶粒长大,有可能直接导致刀片裂纹。旋风铣螺纹是旋风铣头来加工螺纹的。南京包装机旋风铣应用范围
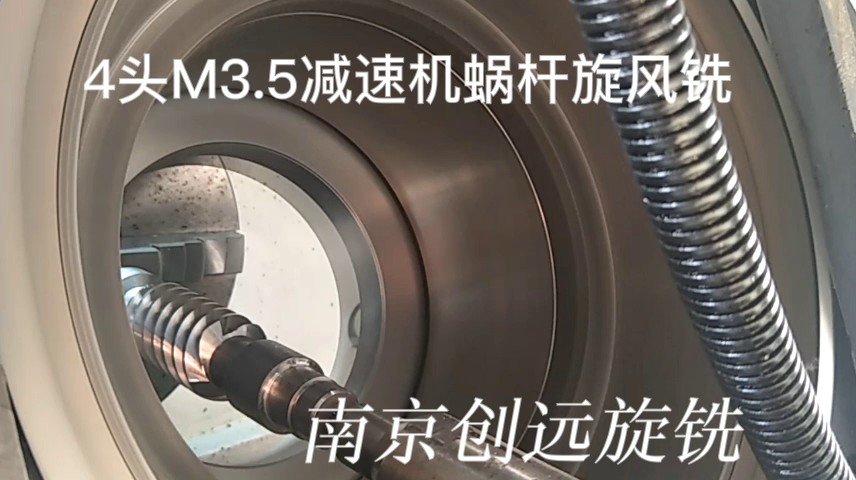
徐州旋风铣购买认准南京创远旋铣装备制造有限公司。多头蜗杆旋风铣要多少钱
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹。多头蜗杆旋风铣要多少钱
南京创远旋铣装备制造有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的生产型企业。公司成立于2020-05-20,多年来在旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣行业形成了成熟、可靠的研发、生产体系。公司主要经营旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等产品,产品质量可靠,均通过机械及行业设备行业检测,严格按照行业标准执行。目前产品已经应用与全国30多个省、市、自治区。南京创远旋铣装备制造有限公司研发团队不断紧跟旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣行业发展趋势,研发与改进新的产品,从而保证公司在新技术研发方面不断提升,确保公司产品符合行业标准和要求。南京创远旋铣装备制造有限公司严格规范旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣产品管理流程,确保公司产品质量的可控可靠。公司拥有销售/售后服务团队,分工明细,服务贴心,为广大用户提供满意的服务。