以外旋铣工艺为例,加工工具为内侧置刀片的铣刀环,即铣刀位于刀盘内侧。加工时离心刀盘以高转数围绕工件旋转,工件则以较慢速度绕轴心转动。刀盘以X线为轴的转角决定了螺纹的斜度,同时保证铣刀的切面与螺纹的走向一致。刀盘沿X轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求,刀盘与加工件可沿同一方向或互为反向转动。在车床上用方料或圆料加工细长圆柱体是很不容易的,尤其是非金属材料:如碳棒、有机玻璃棒、塑科和术棒等,强度很低极易破碎和断裂生产立方氨化硼需用直径20mm碳棒,在车床上加工非常困难,所以旋风铣床可以用方料或圆料毛坯加工成各种直径的细长圆柱体。用24X24方料加工成直径20mm米长1000mm的碳棒只需用30秒钟。旋风铣是一种高速旋转的刀具,通常用于加工金属、塑料、木材等材料。安徽转子旋风铣
地脚螺栓旋风铣床针对紧固件地脚螺栓,预埋螺栓的高效加工而开发数控机床,加工M80*6M68*6地脚预埋螺栓螺纹,毛坯料无需打中心孔,直接扒外圆,铣螺纹,端面倒角,一次高精度快速成型;机床应用行业;电力铁塔地脚螺栓,管道地脚螺栓,高速公路广告牌地脚螺栓,铁路地脚螺栓,钢管铁塔地脚螺栓。滚珠丝杠硬旋风铣针对滚珠丝杠硬切削而开发的高效数控旋风铣床,机床采用CBN刀具对滚珠丝杆(HRC60±2)硬旋风铣削;针对不同滚珠丝杆类型采用了内包络旋风铣削,和外旋风铣削的不同结构(外旋铣有效避免工艺台阶);机床可成型硬铣淬火滚珠丝杠,也可高效铣削精密梯形丝杠及螺杆泵转子,加工长度2000-8000,都可以定制!节能旋风铣工艺旋风铣领略不一样的螺纹快速加工神器。

加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用!
CYW系列外旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用同步带传动平稳,消除三角带打滑崩刀现象;铣头螺旋升角调节采用涡轮蜗杆副精密调整机构;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头刀轴可调90°可高效加工左右旋大导程、大直径螺纹和花键轴;CYN系列内旋铣削器特点:铣头采用整体铸造箱体双支撑结构,动平衡稳定性更好;铣头采用内置同步带轮,传动平稳,消除皮带外置及三角带打滑崩刀现象;铣头传动端盖采用迷宫式压紧机构,密封更好;铣头刀盘刀具机夹式刀具和焊接式刀具均可通用;铣头电机后置,主轴喇叭口设计,结构紧凑,加工螺纹范围更加广。螺纹加工神器什么是旋风铣。

旋风铣可以实现干切削、重载切削、难加工材料和超高速切削消耗动力小。表面粗糙度能达到Ra08um。车床主轴转速慢所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2um:每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5um;每件都通过了三坐标测量机检测合格再装配。比“高效”更“高效”的铣刀——旋风铣。南京包装机旋风铣哪里好
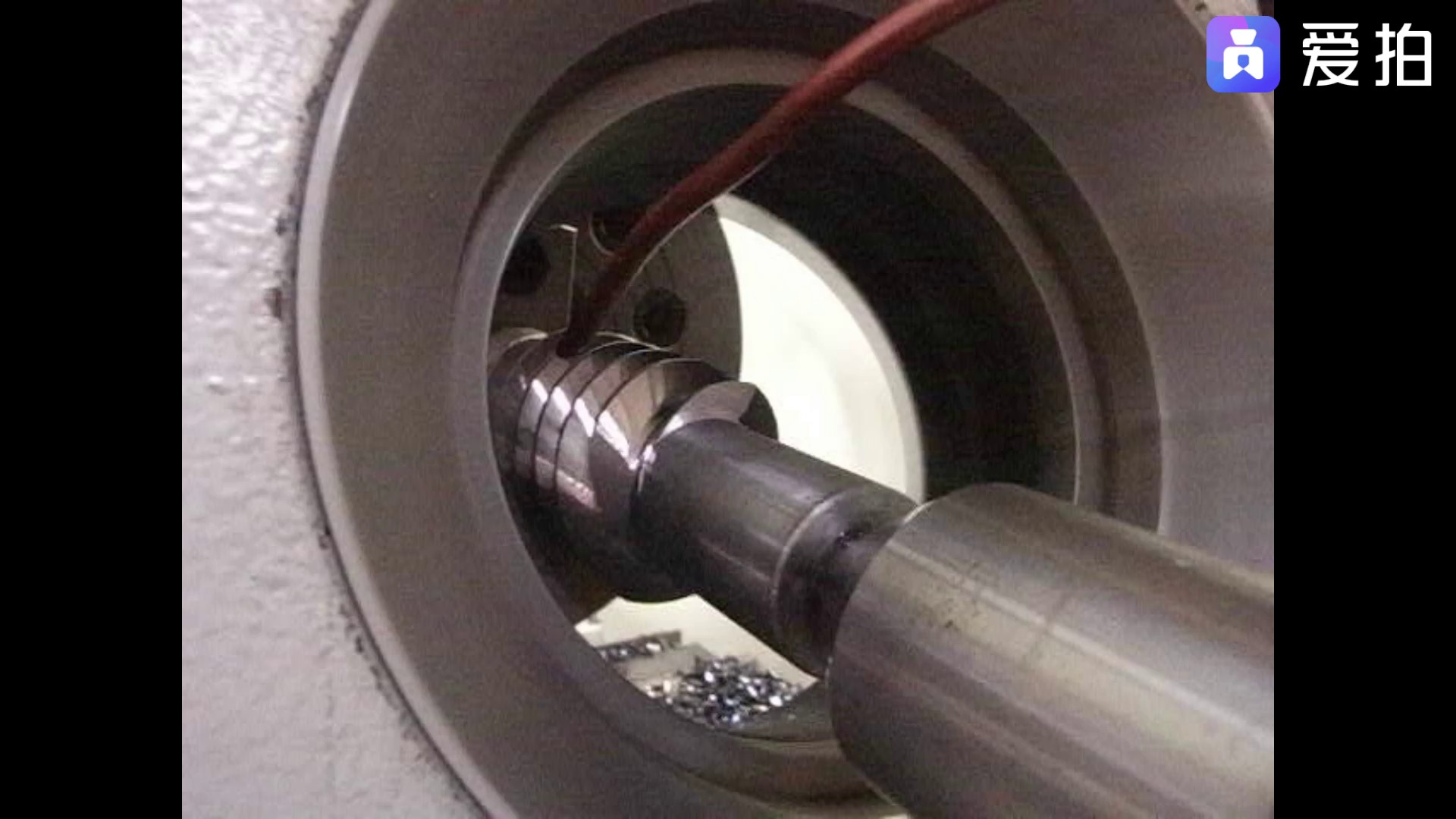
旋风铣可以加工接骨螺钉,螺纹,丝杠,蜗杆,螺杆类零件。安徽转子旋风铣
旋风铣可以实现干切削、重载切削、难加工材料和超高速切削消耗动力小。表面粗糙度能达到Ra08um。车床主轴转速慢所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2um:每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5um;每件都通过三坐标测量机检测合格再装配!安徽转子旋风铣