实现旋风铣削的方法有三种。一个是旋风铣削专机,这种方法精度高,加工范围广,但需要大量的投资设备。而且,柔韧性差异无法完成向心力加工的后续车铣及钻孔等一系列其他加工工艺。心系旋风铣削动力刀座出现后,加工骨螺钉小蠕虫、迷你螺丝等领域完全淘汰了专机方式。普通车床旋风铣削片:这种方法是国内采用的改造方式,投资小,但比较低端,只能加工大螺丝等零件,不能加工接骨螺钉等小型零件,精度有限。瑞士徒步种植旋风铣削座:该方法只需在种植机设置旋风铣削座,精度很高,数控化自动加工,加工范围广,无需购买专门的机床,投资少,效率高。此外,还可以完成汽车铣床等后续一系列其他加工工艺,进行无人值守的加工。是接骨螺钉和小蠕虫等零部件先进的加工解决方案!旋风铣的加工过程中,产生的热量少,不易变形。螺杆旋风铣销售厂家
铺装机是刨花板生产线中至关重要的设备,目前刨花板铺装机主要为:气流式铺装机,机械式铺装机等。其中先进的为钻石辊铺装机;分级式铺装机利用钻石辊(又称菱形辊)之间的错位滚动,很好地控制了刨花分级,有效弥补了机械铺装机和气流铺装机的缺陷,铺装刨花非常均匀,具有铺装密度均匀、稳定性好、板面细密等优点。钻石辊铺装机目前已在刨花板设备中使用,钻石辊的精度影响铺装精度,而铺装精度直接影响刨花板质量。钻石辊是分级式铺装机的主要部件,它是靠每根铺装辊的一致性、通用性、互换性来实现铺装精度的,所以如果它的加工精度得不到保证,那么整个铺装机的铺装精度也就无从得到保证;南京创远旋铣装备对其铺装机的主要关键件钻石辊的加工及工艺进行了调研,工艺攻关,成功解决影响铺装精度的钻石辊旋风铣削加工制造问题!广东地脚螺栓旋风铣规格创远旋风铣厂家销售的旋风铣,一切尽在掌握。

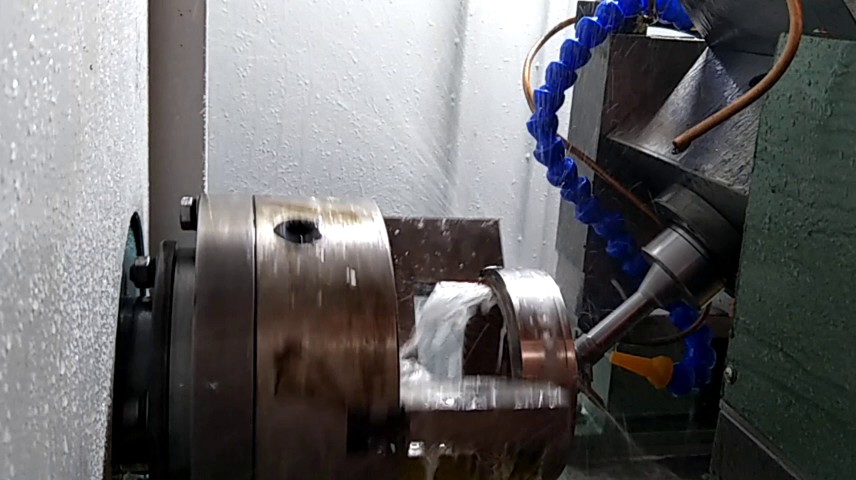
旋风铣的实现方式包括旋风铣专机、普通车床加旋风铣刀座、瑞士型走心机加旋风铣刀座三种方式,其各自具有不同的优缺点。旋风铣专机加工精度比较高,加工范围也很广,但需要购买专门的设备,投资较大。而且这种设备加工柔性差,不具备走心机的后续车铣和钻孔等一系列其他加工的能力,在走心机旋风铣动力刀座出现以后,旋风铣专机已经被完全淘汰出局。普通车床加旋风铣刀座的方式是国内改造出来的方式,优点是投资小,但缺点也比较明显,只能加工大的丝杠类零件,不能加工接骨螺钉等微型零件,而且精度也较差。
铺装机是刨花板生产线中至关重要的设备,目前刨花板铺装机主要为:气流式铺装机,机械式铺装机等。其中先进的为钻石辊铺装机;分级式铺装机利用钻石辊(又称菱形辊)之间的错位滚动,很好地控制了刨花分级,有效弥补了机械铺装机和气流铺装机的缺陷,铺装刨花非常均匀,具有铺装密度均匀、稳定性好、板面细密等优点。钻石辊铺装机目前已在刨花板设备中使用,钻石辊的精度影响铺装精度,而铺装精度直接影响刨花板质量。钻石辊是分级式铺装机的主要部件,它是靠每根铺装辊的一致性、通用性、互换性来实现铺装精度的,所以如果它的加工精度得不到保证,那么整个铺装机的铺装精度也就无从得到保证;南京创远旋铣装备对其铺装机的主要关键件钻石辊的加工及工艺进行了调研,工艺攻关,成功解决了影响铺装精度的钻石辊旋风铣削加工制造问题。切实有效地提升分级式铺装机的铺装的精度。选择适合的旋风铣需要考虑加工材料、加工精度、加工量等因素。

南京创远旋铣装备制造有限公司生产制造数控螺纹旋风铣床:数控蜗杆旋风铣床系列:精密小模数电机蜗杆旋风铣床(内外旋风铣)、减速机蜗杆旋风铣床、EPS转向蜗杆旋风铣床、二次包络环面蜗杆旋风铣床;数控丝杆螺杆旋风铣床系列:采用夹持工艺,机夹刀具高效加工,应用于设备传动丝杠、不锈钢阀杆、榨油机螺杆、地址钻杆、刻槽螺旋钻杆、钎具、计量螺杆、挤出机螺杆等;螺杆泵转子旋风铣床系列:应用于单螺杆泵转子及模芯高效加工,长到8米油田输送泵螺杆,小到直径2毫米点胶泵螺杆,都有针对性解决方案。南京创远旋铣装备制造有限公司针对异形螺旋类工件开发的专用机床;(单双螺杆)空压机转子旋风铣床,挤出机螺纹套(啮合块)旋风铣床、EPS转向螺杆旋风铣床、方向机循环球螺杆旋风铣床、摆动油缸内外螺纹旋风铣床、铺装机钻石棍旋风铣床、凸轮轴、曲轴旋风铣床;数控花键轴铣床等;公司匠心设计的全新CY创远系列内外旋风铣削器产品,打破传统旋风铣设计理念,采用全密封一体铸件箱体,内置精密螺旋升角调整机构。 旋风铣螺纹块-天衣无缝。南京旋风铣案例
旋风铣可以在短时间内完成大量的加工任务,提高生产效率。螺杆旋风铣销售厂家
数控旋风铣床铣头部分铣头部分由有级变速箱和铣头两个部件组成。数控旋风铣床在操作前的准备事项有哪些?操作前必须熟悉数控铣床的一般性能、结构、传动原理及控制程序,掌握各操作按钮、指示灯的功能及操作程序。在弄懂整个操作过程前,不要进行机床的操作和调节。开动机床前,要检查机床电气控制系统是否正常,旋风铣头的制作方法,润滑系统是否畅通、油质是否良好,并按规定要求加足润滑油,各操作手柄是否正确,镇江旋风铣,工件、夹具及刀具是否已夹持牢固,检查冷却液是否充足,然后开慢车空转3~5分钟,检查各传动部件是否正常,确认无故障后,才可正常使用。程序调试完成后,必须经指导老师同意方可按步骤操作,不可以跳步骤执行。没有经过指导老师的许可,擅自操作或违章操作,成绩作零分处理,造成事故者,按照相关规定处分并赔偿相应损失加工零件前,必须严格检查机床原点、刀具数据是否正常并进行无切削轨迹仿真运行!螺杆旋风铣销售厂家